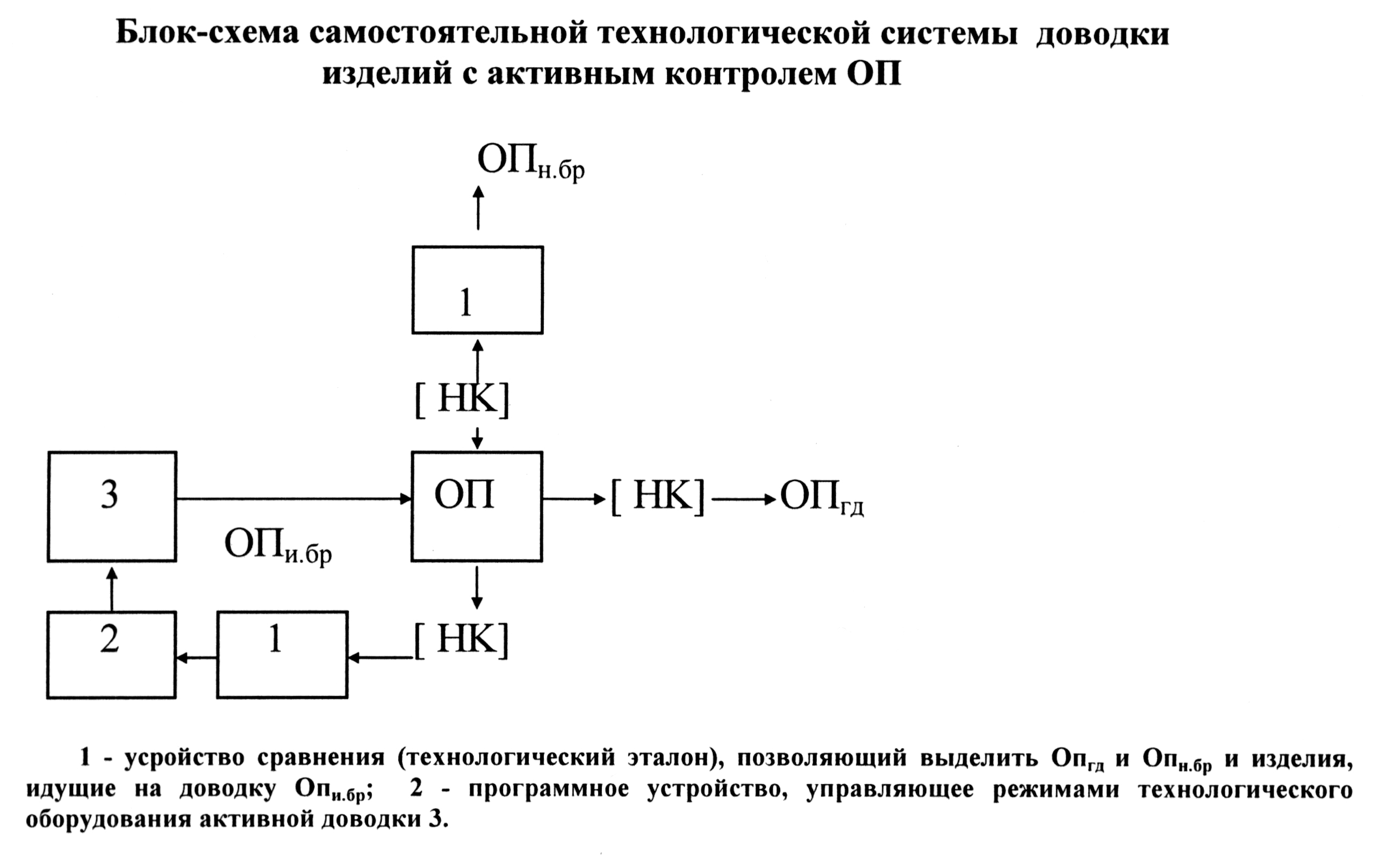
19 Вариант применения нк для обеспечения качества продукции в технологическом процессе с дополнительной доводочной операцией.
Доводка с активным контролем по эксплуатационным функциональным характеристикам уже завершенного производством изделия представляет собой дополнительную автоматизированную технологическую операцию.
Целевой функционал дополнительной технологической операции Фд.т.о с активным неразрушающим контролем имеет наиболее сложную структуру так как позволяет увеличить выход годных изделий ОПгд(д.т.о), прошедших операцию активной доводки за счет управления параметрами этой доводочной технологической операции (var Хд.т.о i) и выявить неисправимый брак изделий ОПн. бр.
Еще более усложняются средства НК, когда по активному методу необходимое количество изделий достигается путем введения в ТП дополнительной операции доводки. При этом средства НК образуют с доводочным технологическим оборудованием достаточно сложную автоматизированную систему, кроме того, средствами же НК необходимо вначале выделить годные изделия (ОПгд), не требующие доводки, и неисправимый брак (ОПн.бр).
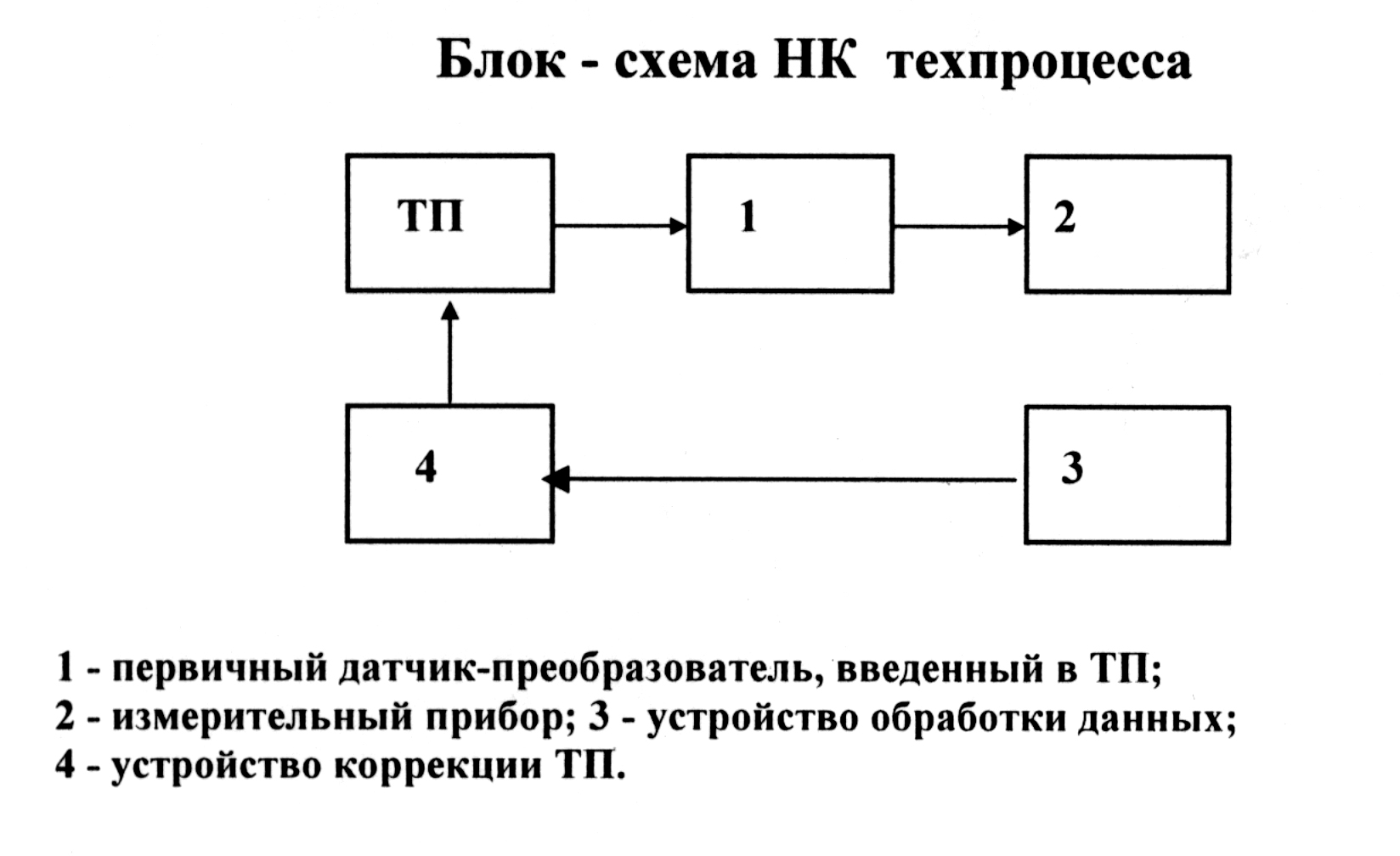
17Вариант применения нк для обеспечения качества продукции в технологическом процессе по параметрам техпроцесса.
Состоит в управлении точностью и устойчивостью собственно технологической системы (технологического процесса) на основе использования методов и средств НК.
Неразрушающий контроль [НК] фактической точности ( ) и временной устойчивости [var Хi (t)] параметров технологического процесса (ТП) дает возможность сформировать сигналы для системы управления ТП с помощью которых привести последние в заданные нормы, гарантирующие выпуск годных изделий. Воздействие технологического процесса на ОП при этом окажется несколько иным, если сравнить с предыдущим целевым функционалом
в результате чего ОП и должен приобрести эксплуатационные характеристики Fэi
Этот способ имеет ряд недостатков: он требует внедрения средств НК непосредственно в технологический процесс и создания специальных устройств для его управления и коррекции.
Эффективность способа ограничена тем, что повышение фактической точности ТП [min Хi [НК]] и его устойчивости [min var Хi(t) [НК]] количественно весьма сложно связать с получаемыми при изготовлении эксплуатационными характеристиками изделий, определяющими качество их функционирования.
При использовании средств НК для контроля параметров техпроцесса измерительный прибор приходится вводить непосредственно в ТП, кроме того необходимо сформировать сигналы для системы управления ТП и дополнительное устройство для воздействия на ТП
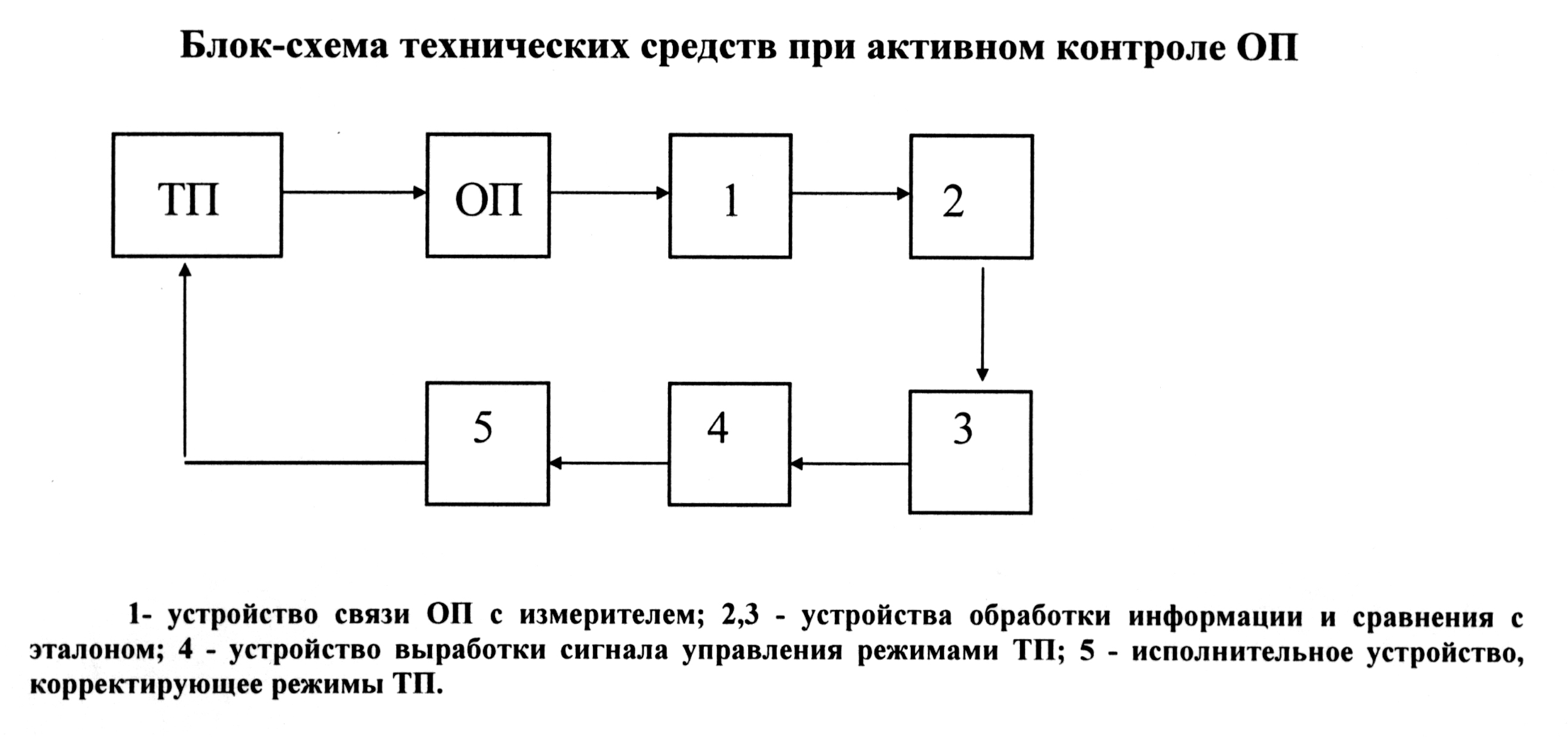
18Вариант применения нк для обеспечения качества продукции в технологическом процессе по параметрам ок.
предусматривает НК собственно изделия, находящегося в производстве, по его функциональным характеристикам с одновременной целенаправленной коррекцией текущих параметров ТП или отдельных, в основном предопределяющих качество изделий операций.
По формальным признакам второй способ следует отнести к так называемому "активному контролю".
Эффективность активного контроля оказывается максимальной, если ОП контролируется по параметрам его конструкции , определяющим однозначно качество изделия, или непосредственно по эксплуатационным функциональным характеристикам .
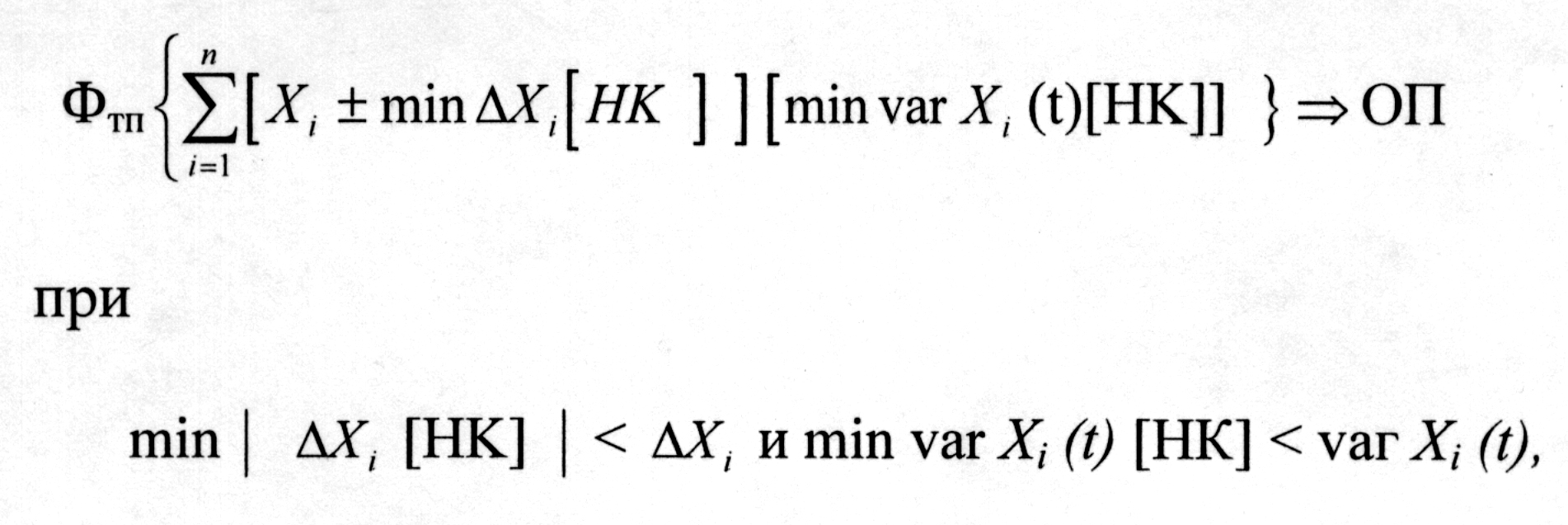
Способ активного контроля требует установления количественных взаимосвязей между контролируемыми параметрами конструкции изделия или его эксплуатационными характеристиками и параметрами ТП, формирующими эти параметры и характеристики, то есть:
![]()
Также требуется создавать и вводить в ТП специальные системы управления, способные по результатам НК изменять (оптимизировать) параметры ТП таким образом, чтобы у ОП формировались эксплуатационные характеристики, соответствующие цеховым нормам Н1.
Целевой функционал воздействия в этом случае приобретает вид:
В случае активного контроля ОП структура средств НК еще более усложняется, но точность доводки ОП по эксплуатационным характеристикам может быть выше, чем при активном регулировании ТП, так как контролируются не собственные параметры конструкции , а ее эксплуатационные характеристики