

Шару на осердя труби
раторами, встановленими на кожній секції осердя. Товщина внутрішнього щиру бетону 50 мм, а зовнішнього — 140 мм.
Після формування знімають віброкоиус, встановлюють зверху; герметичну кришхутІ подають пару в парові порожнини зовнішньої' форми. Режим теплової обробки ЗН-34-9+3 при температурі ізотермічного Прогрівання 80 еС.
Колр бетон набуде міцності 28 МПа, трубу розпалублюють, а ’ потім на намотуиальній установці у вертикальному положенні на ; осердя намотують дріт діаметром 5 мм із зусиллям 20...24 кН. Нижні витки приварюють до закладних деталей, а верхні прикріплюють притискними пластинами. Час намотування 2 год.
Захисний шар завтовшки 20 мм з цементно-піщаної суміші з В/Ц=0,26 наносять на трубу у вертикальному положенні механічним набризком, Безпосередньо перед нанесенням захисного шару на поверхню осердя наносять цементне молоко для поліпшення адгезії захисного шару розчину до поверхні осердя.
Твердне захисний шар у ямних камерах теплової обробки, після чого трубу подають на кантувач, де звільняють від піддона, оглядають, маркірують І консольною траверсою передають до складу готової продукції. Маса труби ЗО т.
Виготовлення центрифугованих напірних труб
Напірні труби діаметром 500... 1000 мм, розраховані на робочий тиск до 1,5 МПа (рис. 15.16), виготовляють методом пошарового центрифугування за триста дійною білоруською технологією, яка включає:
Рис.
15 ,16. Залізобетонна іШІІрна центрифугована
труба: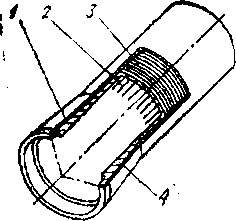
намотування на осердя попередньо- напружено'і спіральної арматури з високоміцного дроту;
нанесення на поверхню осердя з намотаною спіральною арматурою захисного шару дрібнозернистого бетону завтовшки 25 мм.
Виробництво напірних центрифугова.- них труб розміщується в прогоні 24Х144 м (рис. 15.17).
/—ЗОВНІШНІЙ
шар бетону; 2
— ПОІДОІЖНИ напружена арматура; 9 —
спіральна па. пружена аркатурі;
4
—
ш- лізобетонне осердя
з
напру, женою поздовжньою аркатурою
Рис.
15.17, Схема ЛІНІЇ
виробництва центрифугованих
напірних труб:
/
— стрічкові живильники; 2
— лісові
центрифуги,
я
—
мостові храни; 4
— пости напруження поздовжньої
арматури; І
~~
пости підготовки І складання форм; 6
—
пости теплової об* робки осердя; 7 —
пости розпалублення; в
— устаткування для намотування
спіральної арматури; 9
—
пости нанесення захисного шару бетону;
10
— приймальне устаткування щілинних
камер; 11
— щілинна камера теплової обробки
зовнішнього шару; 12
■—
вндавальяе устаткування; 13
—
басейн для витримування осердь у воді;
14
— пост гідровипробуваим*
труб;
15
— вивізний візок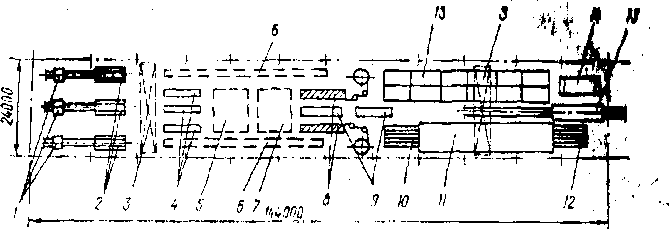
му вставляють розтрубне кільце для відхилення поздовжньої ар" матури при переході в конусну частину труби. На кінцях форми шарнірними замками закріплюють торцеві шайби.
Складену форму подають на пост натягання поздовжньої арматури, де на її торці надягають упорні кільця. Заготовлені стержні з анкерними втулками і висадженими анкерними головками вводять у форму, пропускають з внутрішнього боку анкерного кільця крізь пази й отвори в упорних кільцях. З боку розтруба стержні заводять у паз упорного кільця, а анкерну втулку вставляють у спеціальне гніздо. Натягання арматури виконують послідовно, натягуючи діаметрально протилежні стержні тарованими ключами або одноходовим домкратом.
Підготовлену до бетонування форму подають на пасову центрифугу втулковим кінцем до стрічкового живильника. Під час обертання форми з завантажувальною швидкістю в неї завантажують бетонну суміш. Потім швидкість обертання доводять до розрахункової для ущільнення бетонної суміші. Для виготовлення напірних труб використовують бетонну суміш на цементі марки 500 з В/Ц— = 0,27 такого складу: цемент — 520 кг, пісок — 710, щебінь — 1170 кг, вода — 210 л.
Залежно від тиску, на який розрахована труба, виконують центрифугування стінки труби у 2 чи 3 шари, Під час центрифугування, яке триває в середньому 22...25 хв, відбувається часткове відтиснення води, внаслідок чого підвищуються щільність і міцність бетону.
Після центрифугування форму на спеціальному посту кантують у вертикальне положення і встановлюють у гніздо для теплової обробки. У форму з виробом впускають пару; тривалість теплової обробки при температурі ізотермічного прогрівання 80...85 °С становить 6...7 год,
Розпалублюють осердп і передають напруження арматури на бетон угоризонталь кому положенні на стенді, при цьому температура виробу 50*0» Звільнені від форми осердя подають у басейни з водою для прогрівання, де вони перебувають одну добу при температурі ВОДИ 60 С до набуття міцності не менше ніж 35 МПа.
Спірільну арматуру на осердя намотують на арматурно-намотувальній машині з електротермомеханічним способом напруження високоміцного дроту діаметром 3...5 мм. Крок намотування 24 мм, а на КІНЦЯХ труби, на ділянках 150...200 мм, крок зменшують до 12 мм. Кінці дротин закріплюють анкерними скобами.
Після намотування спіральної арматури осердя подають на пост нанесення захисного шару цементно-піщаного розчину складу Ц;П“1 :2 за масою з В/Ц=0,3...0,35, товщина якого 20...25 мм. Пристрій, який наносить розчин, працює за принципом ковзного віброштампування з використанням високочастотних вібраторів. Труба при цьому рухається поступально і обертається.
Для прискорення тверднення захисного шару труб їх ланцюговим підвісним транспортом безперервної дії подають до щілинних камер, Режим тепловологісної обробки: витримування — 2 год, підвищення температури — 2 год, Ізотермічне прогрівання при температурі 70 °С — 3 год, остигання — 1 год.
Гідравлічному випробуванню підлягають усі труби, при цьому тиск підвищується ступінчасто по 0,2 МПа, а при заданому тиску трубу витримують 10 хв.
Річний випуск продукції 25 тис. м3. Трудовитрати на 1 м3 бетону 14,8 люд.-год.