

Назвіть основні переваги та недоліки агрегатного способу виробництва.
2
Сформулюйте основні переваги та недоліки
конвейерного виробництва.
У чому переваги двогілкового конвейєра порівняно з одногілковим?Порівняйте основні характеристики горизонтально та вертикально замкнених конвейєрів.Які конструкції виготовляють переважно за стендовою технологією?
У чому полягають переваги лоткових стендів порівняно з незаглибленимн?
Назвіть переваги й недоліки касетно-стендової технології.
Порівняйте касетно-стендову та касетно-конвейєрну технологію.
Глава з виготовлення арматури
Види арматури Й арматурних виробів
Бетон є анізотропним матеріалом, здатним сприймати значні напруження стиску, але в той же час він має значно менший опір розтягу і вигину.
Для сприймання розтягальних напружень бетон армують, найчастіше використовуючи для цього сталь. Це зумовлене тим, що: сталь має достатнє зчеплення з бетоном, тому можна раціонально розподілити навантаження між цими матеріалами; при зміні температури внутрішнє напруження в зоні контакту мінімальне, через те що коефіцієнти лінійного розширення сталі і бетону близькі за значенням (для сталі а— (12...13) ■ КНК-1, а для бетону—(7... 10) • КНК”1); лужне середовище бетону надійнр захищає сталь від корозії. 4
Вітчизняна промисловість випускає арматурні сталі з різними фізико-механІчнимЦ властивостями діаметром від 3 до 80 мм (табл. 3.1, рис. 3.1).
Таблиця
3.1. Основні
характеристики арматурних сталей |
Клас |
Марка |
Діаметр, |
Норматив |
Відносне |
Вид арматури |
мм |
ний опір, |
видовжен |
||
|
|
|
МПа |
ня, % |
Стержнева гарячекатана |
А-1 |
СтЗ |
5,5... 40 |
235 |
25 |
гладка |
|
|
|
|
|
Стержнева гарячекатана |
А-ІІ |
Ст5 |
8...40 |
295 |
19 |
періодичного профілю |
Ас-ІІ |
18Г2С- |
40...80 |
295 |
19 |
Те саме, спеціального при |
10ГТ |
10...32 |
295 |
25 |
|
значення |
|
|
|
|
|
Стержнева гарячекатана |
А-Ш * |
35ГС |
6...40 |
390 |
14 |
періодичного профілю |
|
25Г2С |
6...40 |
390 |
14 |
|
32Г2РІ7С |
6... 22 |
390 |
14 |
|
Те саме, зміцнена витягу |
А-ІІІв |
25Г2С |
20...40 |
540 |
14 |
ванням |
|
35ГС |
20...40 |
540 |
14 |
Те саме, термічно зміцне |
Ат-ІІІС |
Ст5пс |
6..,40 |
440 |
14-15 |
на зварювана |
|
|
|
|
|
Стержнева гарячекатана |
А-ІУ |
80С |
10...18 |
‘ 590 |
6 |
періодичного профілю |
Ат-іУ |
20ХГ2Ц |
10 .32 |
590 |
6 |
Те саме, термічно зміцнена |
20ГС |
10...40 |
590 |
11 |
|
зварювана |
Ат-ІУС |
25Г2С |
10 .40 |
590 |
11 |
Те саме, корозійно-стійка |
Ат-1УК |
10ГС2 |
10.„32 |
590 |
11 |
Стержнева гарячекатана |
А-У ■ |
23Х2Г2Т |
10...32 |
785 |
7 |
періодичного профілю |
Ат-У |
|
|
|
|
Те саме, термічно зміцнена |
20ГС |
10...32 |
785 |
7-8 |
|
|
|
20ГС2 |
10...32 |
785 |
7-8 |
|
|
10ГС2 |
10...32 |
785 |
7.„8 |
Те саме, зварювана коро |
Ат-УК |
35ГС |
‘ 18,..32 |
785 |
7-8 |
зійно-стійка |
|
25С2Р |
18...32 |
785 |
7...8 |
|
Ат-УСК |
20ХГС2 |
10...32 |
785 |
7...8 |
Стержнева гарячекатана |
А-У1 |
20X2 Г2СР |
10...22 |
980 |
6 |
періодичного профілю |
|
22X2 Г2АЮ |
10...22 |
980 |
6 |
|
|
22Х2Г-2Р |
10—22 |
" 980 |
6 |
Те саме, термічно зміцнена |
Ат-УІ |
20ГС |
10...32 |
■ 980 |
6...7 |
Те саме, корозійно-стійка Стержнева гарячекатана |
|
20ГС2 |
10... 32 |
980 |
6...7 |
Ат-УІК |
20ХГС2 |
10-32 |
980 |
6...7 |
|
Ат-У 11 |
30ХС2 |
10...32 |
1175 |
5—6 |
|
періодичного профілю, тер |
|
|
|
|
|
мічно зміцнена |
|
|
|
|
|
Звичайний дріт гладкий |
В-І |
СтО |
3...5 |
395 |
2...3 |
Звичайний дріт періодич |
Вр-І |
СтЗ .' |
4..,5 |
395 |
2-3 |
ного профілю . |
|
|
|
|
|
Високоміцний дріт гладкий |
В-ІІ |
Ст45 |
3...8 |
1490... 1190 |
4-6 |
Високоміцний Дріт періо |
Вр-11 |
Ст70 |
3-8 |
1460... 1020 |
4-6 |
дичного профілю |
Ст80 |
3...8 |
1460... 1020 |
4-6 |
|
Арматурні канати |
' К’7 |
— |
6... 15 |
1500-1400 |
4 |
|
К-19 |
|
14 |
1400 |
4 |
Основною механічною характеристикою арматурної сталі є її міцність при розтягу, що визначається нормативним опором, який для стержневої арматури беруть залежно від границі текучості, для високоміцного дроту — від умовної границі текучості, для зви
*
Рис,
3.1. Сталь для ненапружуваної і напружуваної
арматури:
6
6
І-В-оф
с»
8-І
метр
першого авитка; О
~
чайного арматурного дроту — 75 % тимчасового опору розриву.
Пластичні властивості сталі визначаються відносним видовженням при випробуванні її на розрив, а також на згин у холодному стані.
Важливою характеристикою арматурної сталі е її здатність зварюватися без зниження механічних властивостей. Всі арматурні сталі за цією ознакою поділяють на добре зварювані (СтЗ, Ст5, 10ГТ), задовільно зварювані (25Г2С, 35ГС, 20ХГ2Ц, 23Х2Г2Т), обмежено зварювані (Ат-ІУС, Ат-УСК, Вр-І), незварювані (80С, В-ІІ, Вр-ІІ).
Для оцінки властивостей арматури слід також враховувати її корозійну стійкість. При збільшенні вмісту вуглецю в сталі корозійна стійкість зменшується, через це високоміцний дріт більше піддається корозії, ніж низьковуглецева сталь. Підвищують корозійну стійкість сталі легуючі добавки хрому.
Зараз поряд з економією сталі в будівництві, зниженням металомісткості конструкцій іде інтенсивний пошук заміни сталевої арматури в бетоні арматурою із скляних, базальтових, синтетичних та Інших волокон (табл. 3.2).
До арматурних виробів належать: окремі стержні заданих розмірів; арматурні сітки; плоскі арматурні каркаси; просторові арматурні каркаси; монтажні петлі; закладні деталі; арматурні елементи для попереднього напруження (рис. 3.2).
Сітки — це арматурні вироби, що" складаються із стержнів од-
|
Таблиця 3.2, Основні характеристики неметалевої арматури Вид арматури |
- |
| Діаметр, мм |
Міцність при розриві, МПа |
і ->л - Модуль пружності, МПа |
Скловолокно |
|
0,01 |
1000 |
80 000 |
Склопластикові джгути |
|
3...12 |
1200... 1600 |
52 000 |
Базальтові волокна |
|
0,08.„4,00 |
200...80 |
■100 00(1 |
Азбест |
|
0,0001 |
800 |
80 000 |
Поліпропілен |
|
0,01 |
400 |
8000 |
Нейлон |
|
0,02 |
800 |
4 200 |
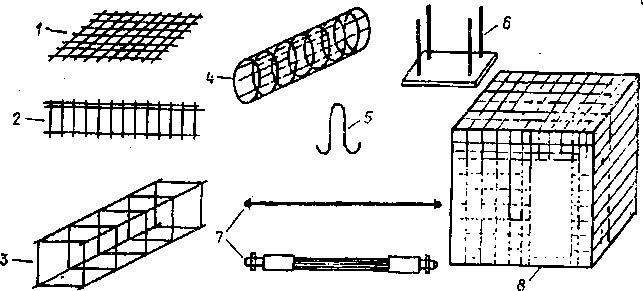
Рис.
3.2. Арматурні вироби:
1 — сітка; 2 — плоский каркас; З — просторовий каркас прямокутного перерізу; 4 — про* сторовий каркас круглого перерізу; 5 —- монтажна петля; 6 — закладна деталь; 7 — напружувані арматурні елементи; Є — просторовий каркас для об’ємного блока
ного діаметра в одному напрямку. Використовують їх як робочу й монтажну арматуру.
Залежно від діаметра стержнів сітки поділяють на важкі (діаметр усіх або тільки поздовжніх стержнів не менший як 12 мм) і легкі (діаметр стержнів 3...10 мм).
Залежно від конструктивних особливостей сітки поділяють на п’ять типів: 1 — важкі сітки з робочою поздовжньою арматурою; 2-—важкі сітки з робочою поздовжньою і поперечною арматурою; З — важкі сітки з робочою поперечною арматурою; 4 — легкі сітки з поперечними стержнями на всю ширину; 5 — легкі сітки із зміщеними поперечними стержнями.
Плоскі каркаси складаються з поздовжньої арматури, що створює один чи два пояси, і поперечних стержнів, які з'єднують їх. Плоскими каркасами армують конструкції в площині, перпендикулярній до діючих навантажень.
Просторові каркаси складаються з робочих, розподільних і монтажних елементів, які становлять повну систему армування конструкцій. Залежно від призначення вони можуть бути прямокутними, квадратного, таврового і круглого перерізів.
Монтажні петлі використовують для стропування виробів при транспортуванні і встановленні в робоче положення. Тх виготовляють із сталі класу Ас-ІІ марки 10ГТ і класу А-І марок ВСтЗсп2, ВСтЗпс2.
Закладні деталі потрібні для з’єднання збірних залізобетонних елементів між собою. Це сталеві зварні або штамповані елементи різної конструкції з листового, сортового чи фасонного прокату.
Основною умовою ефективного використання високомеханізо- ваного обладнання для виготовлення арматури є уніфікація кроків поздовжньої і поперечної арматури в сітках І каркасах, конструкцій, закладних деталей, форми монтажних петель.
Арматурні елементи для попереднього напруження — це окремі стержні або групи стержнів і дротів з анкерними пристроями на кінцях для закріплення після натягнення в упорах чи на затверділий бетон.