

Стендове виробництво панелей зовнішніх стін
Для виготовлення стінових панелей невеликими партіями з різним малюнком рельєфу на фасаді розроблено стендову технологічну лінію (рис. 10.6). У 18-метровому прогоні розміщено ю стендів, чотири камери дозрівання і два пости розпалублення виробів, оснащених кантувачами. Вісім стендів призначено для формування виробів, два — для переоснащення форм. Кожний стенд має закріплені на фундаменті пристрої для фіксування оснащення в робочому положенні і відведення його від виробу в кінці першої стадії теплової обробки. Стенди обладнані уловлювачами піддонів-мат- риць. '
Процес виготовлення зовнішніх стінових панелей починається з встановлення на стенд передбаченої програмою піддона-матриці з прорізоутворювачем. Потім у робоче положення встановлюють борти форми. При формуванні панелі фасадною поверхнею вниз послідовність виконання операцій технологічного процесу відповідає наведеній в параграфі 10.1. Перша стадія теплової обробки виробів здійснюється на стендах за допомогою парових регістрів або тенів, розміщених під піддонами, а також тенів, розміщених на кришках стендів. Після 2,0...2,5 год теплової обробки температура в бетоні досягає 85 °С, а структурна міцність бетону дає змогу
Рис.
10.6. Стендова лінія виготовлення зовнішніх
стінових панелей:
1
— валково-дискова опоряджувальна
машина; 2
— кюбель адресного подавання бетону;
З
— місце для запасів утеплювача, арматури,
комплектуючих елементів; 4
— механізм ущільнення бетонної
суміші; 5
*— бетоноукладач; 6
— обладнання для розпалублення з
кантувачем; 7 — віаок для транспортування
панелі на опоряджування; 8
— камери другої стадії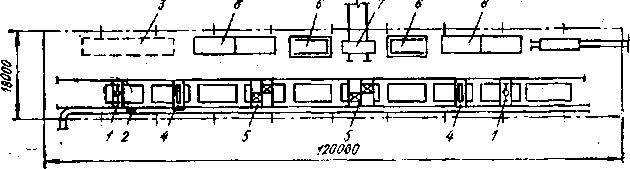
Тепловологісної обробки
звільнити виріб від бортового оснащення і на ПІДДОНІ ПОДАТИ ДО камери дозрівання. Розпалублюють панелі після завершення тверднення на постах, обладнаних кантувачами. Після зняття ПАНОДІ піддон знову повертають у горизонтальне положення. На цих ПОСТАХ піддони очищають, змазують, а потім подають до одного а постів стендів формування. .
г
І
НИКІВ* . -4
' Запитання та завдання для самоконтролю
Назвіть операції стадійних процесів виготовлення тришарових зовнішніх стінових панелей.Охарактеризуйте конвейерну лінію виробництва одношарових зовнішніх сті- „ нових панелей.Назвіть порядок виконання операцій на постах конвейєра по виготовленню
одношарових
панелей зовнішніх стін промислових
будівель.
Наведіть характеристику двогілкової конвейерної лінії виробництва тришарових зовнішніх стінових панелей.
Глава 11 виготовлення внутрішніх стінових панелей
Загальна характеристика технологічного процесу виготовлення внутрішніх стінових панелей
Панелі внутрішніх стін житлових будинків та громадських споруд виконують у вигляді одношарових плит, довжина яких до 7 м, товщина до 200 мм; висота панелі для житлових будинків до 2,9 м, а для громадських будівель може бути й більшою. Як правило, панелі внутрішніх стін мають прорізи для дверей, а також приховану електропроводку (рис, 11.1), Для виготовлення панелей з важкого бетону використовують бетони класів В15, В20, В25 при конструктивному армуванні та В25 і ВЗО при розрахунковому армуванні.
Процес виготовлення іїанелей може бути реалізований на касетно-стендових і касетно-конвейерних лініях, а також на візкових конвейєрах і вібропрокатних станах. Незалежно від способу виробництва технологічний процес виготовлення внутрішніх стінових панелей повинен забезпечити гладкі лицьові поверхні. До його складу входять такі операції:
Рис.
11.1. Внутрішня стінова панель:
.
1—
шпонка для з'єднання з прилеглою
перегородкою: 2
— канали для прихованої електропроводки;
3
—
дерев’яні пробки для кріплення
столярного блоку дверей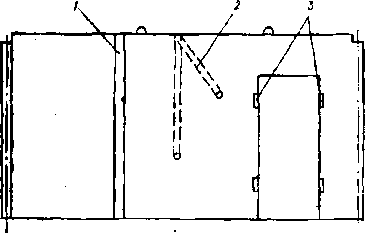
підготовка форми або формувального відсіку чи формооснащен- ня, яка полягає в очищенні та змазуванні формувальних поверхонь і складанні форми;
встановлення арматурного каркаса із закріпленими трубками каналоутворювачів для прихованої змінюваної електропроводки, а також з пластмасовими фіксаторами, які забезпечують потрібну товщину захисного шару бетону;
встановлення і закріплення анкерних та монтажних петель, вкладишів, дерев’яних пробок і кілець, що створюють гнізда для Електроарматури;
укладання й ущільнення бетонної суміші;
теплова обробка відформованих виробів за заданим режимом (одно- чи двостадійна);
розпалублення виробів;
шпаклювання лицьових поверхонь, підготовка їх до фарбування чи оклеювання шпалерами.