

Стендове виробництво
При стендовому способі вироби виготовляють у нерухомих формах або на спеціально обладнаних для цього робочих місцях — стендах. ПіА час формування і до набуття бетоном потрібної міцності вироби залишаються нерухомими, тоді як технологічне обладнання та робітничі ланки, які його обслуговують, переміщуються від однієї форми на стенді до іншої.
Нерухомі металеві форми та залізобетонні форми-матриці розміщують в одну чи декілька ліній, залишаючи між ними проходи для обслуговування. В таких стендових формах виготовляють плоскі та криволінійні тонкостінні елементи (шатрові плити перекриттів, оболонки, стінові панелі).
Стендова технологія виробництва рекомендується для виготовлення конструкцій, габаритні розміри і маса яких перевищуютьІ1№Є 1
£.
ХШ
а
— короткого; 6
— довгого; 1
— насосна станція; 2
—
гідродомкрат; З
— затискачі; 4
— упори; 5 — напружувана арматура; 6
— виріб; 7 — камера теплової обробки;
8
— діафрагми; 9
—
термоформн; 10
— натягувальна станція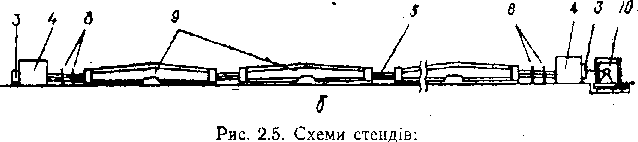
розміри і вантажність віброплощадок,— ферм, двосхилих балок великих прогонів, колон завдовжки більш як 12 м тощо. Особливо ефективний цей спосіб для виготовлення великогабаритних попе- редньо-напружених виробів.
Розрізняють стенди короткі й довгі (рис. 2.5). Короткі призначені для виготовлення одного виробу по довжині, та одного-двох по ширині стенда. На коротких стендах арматуру натягують на упори стенда гідродомкратами або електротермічним способом. (Довгі стенди використовують для виготовлення, кількох виробів по довжині стенда одночасно. Довжина таких стендів досягає 120 м.
Залежно від способу армування розрізняють пакетні та протяжні довгі стенди. На пакетних стендах арматурні пакети з затискачами на кінцях складають на окремих установках, а потім краном переносять та укладають їх у захвати стендів чи форм. На протяжних стендах арматурний, дріт змотують з бухт, розміщених на одному кінці стенда, і протягують безпосередньо по лінії формування вздовж стенда до протилежного упора.
Різні способи утворення арматурного пакета визначають ступінь механізації виробництва та особливості обладнання пакетних і протяжних стендів. На пакетних стендах доцільно виготовляти вироби невеликих поперечних розмірів з компактним розміщенням арматури — шпали, палі, опори тощо. Для цього затискні пристрої та захвати мають невеликі розміри і масу. Натягують весь пакет за одним разом потужним гідродомкратом. Більші вироби (балки, прогони тощо) з великим поперечним перерізом доцільно виготовляти на протяжних стендах. Напруження арматури при цьому здійснюють поштучно кожного стержня або групами стержнів.
Стенди можуть бути незаглибленими або лотковими заглибленими. Незаглиблений стенд зручно викорютовуваш для формуван-
,7 '.У
*ня великорозмірних елементів у стендових термоформах. Це дає змогу прогрівати бетон, подаючи пару у внутрішні порожнини бортів і піддонів. Лотковий стенд заглиблюється відносно рівня „підлоги, його перекривають кришками і здійснюють у ньому теплову обробку.
Тривалість технологічного циклу при стендовому виробництві залежить від часу витримування виробів на стенді для набуття ними потрібної міцності і становить 1—2 доби. Якщо число стендових ліній забезпечує безперервне переміщення робітничих ланок з однієї лінії на іншу через рівні проміжки часу, то можлива потокова організація виробництва.
Недоліками стендового способу виробництва є низьке використання виробничої площі й те, що всі джерела матеріальних та енергетичних ресурсів треба підводити до кожного стенда окремо.