

Торкретування бетонної суміші
Торкретуванням називають спосіб формування залізобетонних виробів, при якому бетонна суміш ущільнюється 'при нанесенні її на поверхню форми силою пневматичної або механічної дії. Торк- рет-бетон характеризується високою міцністю, щільністю, водонепроникністю І застосовується для виготовлення армоцементних конструкцій, а також для одержання водонепроникного шару, який захищає напружену спіральну арматуру при виготовленні напірних труб. Використовують торкрет-бетон і для одержання фактурного шару зовнішніх стінових панелей та для виправлення дефектів при виготовленні конструкцій із залізобетону.
Установка
для торкретування (рис. 6.46) складається
з «це- мент-гармаі'и», компресора, бака
для води, повітроочищувача та
Рис.
6.46, Схема установки для торкретування:
1
—
сопло; 2
— «цемент-гармата»; 3
—
шланги для стиснутого повітря; 4
— повітроочнщувач; 5 — компресор; 6
— бак для води; 7 — шланг для води;
$
— матеріальний шланг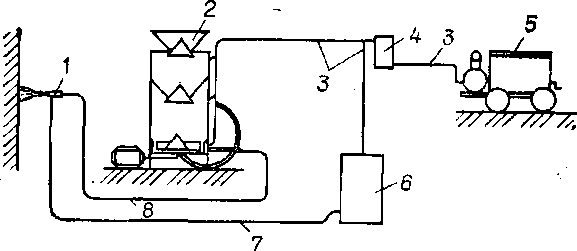
г
Під час нанесення розчину сопло треба тримати перпендикулярно до формувальної поверхні на відстані 90...110 см. Слід враховувати, шо під час нанесення суміші на поверхню приблизно
.25 % її відскакує. Продуктивність установки за зміну залежно від виду торкретованої поверхні становить 100...250 м2.
Тривалість перемішування суміші з водою та укладання її на поверхню при торкретуванні досить незначна, тому в укладеному торкрет-бетоні 'початкова алюмінатна кристалізаційна структура утворюється майже миттєво, що дає можливість безопалубочним способом наносити шари бетону на будь-які поверхні.
У зоні, де здійснюється торкретування, повітря забруднене цементним пилом, тому робітники повинні користуватися респіраторами та захисними окулярами. Зону торкретування слід відгороджувати від іншої частини цеху.
і
Рис.
6.47. Схема установки для пневмобетокування:
1
— змішувач; 2
— поршневий бездіафрагмовий розчинонасос;
3
— пневматичний розчинонагнітач; 4
— форсунка-розпилювач; 5
— формувальна поверхня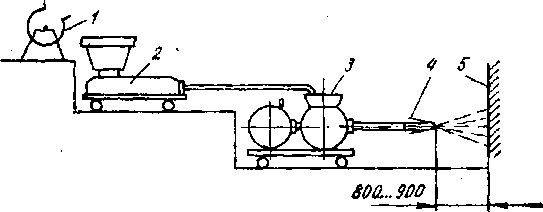
чий портландцемент, склад суміші має бути 1 : 1 або 1 :2,5, водо- цементне відношення 0,28...0,32.
При потребі для укладання бетонної суміші завтовшки 100... 200 мм використовують шприц-бетон, який відрізняється ВІД торк- рет-бетону наявністю заповнювача з розміром зерен 10...20 мм і меншими витратами цементу. Шприц-бетон наносять на формувальну поверхню машиною, принцип дії якої такий же, як і «цемент-гармати;».
Пневмобетонування — різновид торкретування — полягає в тому, що приготовлену у змішувачі дрібнозернисту суміш по трубопроводу за допомогою прямоточного насосу подають у нагнітальну камеру (рис. 6.47). Транспортування бетонної суміші і нанесення її на формувальну поверхню відбувається під дією стиснутого повітря при тиску 0,7 МПа. За оптимальних концентрації розчиноповітряної суміші1 (11...16 %) і швидкості подачі ЗО...50 м/с суміш у трубопроводі перебуває у суспензованому стані. Під час
.20 % води. Свіжонанесена бетонна суміш характеризується малим повітровтяг- ненням і має високу щільність. Міцність піщаного пневмобетону складу 1 :2 може досягати 30...40 МПа. За морозостійкістю, водонепроникністю та зчепленням з арматурою пневмобетон має кращі показники, ніж вібрований бетон аналогічного складу. Механічний набризк — це спосіб форму-
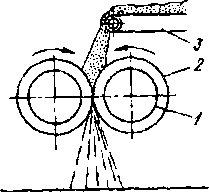
Рнс. 6.48. Схема кидаль- вання залізобетонних конструкцій, при яко-
■ного устаткування: му бетонну суміш на формувальну поверх-
Г-і барабан; 2 - еластичне НЮ НЯНОСЯТЬ КИДИЛЬНИМ ПрИСТрОЄМ (рИС.
“"Я^ЙЇЇІш1- 6.48). Він виконаний у вигляді двох бара
банів з еластичним покриттям, що обертаються назустріч один одному. Поверхні еластичних покриттів контактують між собою. За принципом дії кидальні машини аналогічні валковим подрібнюва- чам, але працюють в більш м’якому режимі, оскільки силовий вплив на бетонну суміш призначають з розрахунку надання їй визначеної швидкості руху.
Суть механічного набризку полягає в тому, що заздалегідь приготовлену бетонну суміш подають у зону дії роторів, де вона набуває певного запасу кінетичної енергії, яка витрачається на укладання та ущільнення. Це дає можливість одержати бетон, близький за своїми якостями до трамбованого.
Кидально-роторна головна надає розчиновій частині бетону, як такій, що має меншу масу, швидкості ЗО...60 м/с, а зернам заповнювача, як більш важким,— 20...30 м/с. Тому розчин укладається з деяким випередженням, створюючи постіль, в яку втеплюються зерна грубого заповнювача бетону. Такі умови сприяють рівномірному розподіленню заповнювача по всьому об’єму бетону.
Оптимальне співвідношення дрібного та крупного заповнювачів у бетонній суміші при цьому дорівнює П/(П+Щ) =0,4.
Витрати матеріалів для виготовлення бетону класу В40 на цементі М400 такий: цемент — 400 кг/м3, пісок — 722 кг/м3, щебінь фракції 10...20 мм — 541 кг/м3, щебінь фракції 20...40 мм — 541 кг/м3, вода — 166 л. Жорсткість бетонної суміші 60 с.
Продуктивність кидальних машин 30...100 м3/год, витрати електроенергії 0,8 кВт*год/м3.