

Формування
віброштампуванням здійснюється під
час дії робочого органу на всю площу
виробу з використанням поверхневих
вібромашин повного впливу (рис. 6.30).
Процес формування на зазначених машинах
складається з таких операцій. У форму
укла-
а
— одномасним віброштампом; б
— двомасяим віброштампом; і—віброштамп;
2 —притискна обмежувальна рама; 3
— бортове оснащення; 4
— безінерційне привантаження; 5
— еластична ресора
Рис, 6,30. Схеми віброштампування бетонної суміші:
дають і розрівнюють точну дозу бетонної суміші та встановлюють притискне оснащення. Потім робочий орган преса чи штампа опускають на бетонну суміш, вібрують її і приводять у стан тиксотропного розрідження. У міру опускання віброштампа на потрібну глибину бетонна суміш ущільнюється під дією вібрації та тиску і набуває заданої форми. Вібропреси застосовують для формування виробів простої конфігурації, а фіброштампи — для виробів з профільованою поверхнею.
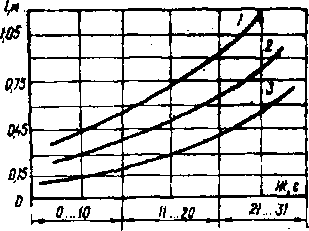
Створення потрібного тиску на бетонну суміш при віброштампуванні реалізується інерційними та безінерційними пристроями. Ущільнення буде ефективним, якщо відношення маси штампа і статичного привантаження на нього до величини вимушених коливань збурюючої сили віброзбуджувача становитиме 0,4...0,5. Рекомендують регулювати величину статичного тиску від мінімального на початку процесу формування до максимального його значення в кінці процесу. Максимуму тиску треба досягти до моменту текучості бетонної суміші. У табл. 6.3 наведено дані для
Таблиця
6.3. Залежність
маси робочого органу віброштампа
від характеристики бетонної
суміші |
Вібропрес |
Віброштамп |
||
Висота формо |
Бетонна суміш |
|||
ваного шару, м |
ЖЗ...Ж2 |
Ж1...ЖО |
ЖЗ...Ж2 |
В к о |
^0,1 0,1. ..0,25 |
(0,7..,0,75) і? (0,4...0,5) 5 |
(0,9...1,0)5 (0,5.,.0,7)5 |
(0,8.-0,9) 5 (0,3...0,1)5+УоРущ |
(0,9... 1,0) 5 (0,5... 1,8) 5-)- Уоруш |
Примітка.
5 — площа робочого органу в плані, м2;
Уо — об’єм суміші, яка витісняється
під час віброштампування, ч3;
рущ
— щільність ущільненої бе-’ тонкої
суміші, кг/м3.
Рис.
6.31. Схема ковзного віброштампа: Рис.
6.32, Графік для визначення
/
—роздавальний бункер; 2
— стрічковий живиль- мінімальної
ДОВЖИНИ
профілю
ВІб-
ник;
З
—
вібробункер; і
— привантажуеальна ра- робалки:
ма;
5
балка порталу: б - вібратор; 7 - форму- ;
_ А=£и3іД2б
м.
*_ А_0>0в.„и м.
З
— й=0,65 м
Зусилля, потрібне для відриву віброштампа від поверхні виробу, визначають з розрахунку 2,5 кН на 1 м2 поверхні. Для зменшення зусилля відриву в окремих випадках застосовують прокладку з бавовняної тканини, вдування під штамп стиснутого повітря і т. ін.
Віброштампи можуть бути стаціонарними, пересувними та переносними. Виготовляють їх як нестандартизоване обладнання.
Ковзне віброштампування застосовують для формування плоских та криволінійних залізобетонних і армоцементних виробів Із жорстких бетонних сумішей. Здійснюють ковзне віброштампування машинами послідовної дії, в яких вібруючий штамп, пересуваючись вздовж відкритої частини виробу, ущільнює бетонну суміш і при потребі профілює поверхні (рис. 6.31), У ковзних віброштам- пах, як і у вібропротяжних машинах, бетонну суміш можна подавати й розкладати або розсипчастим шаром (перший тип), або попередньо ущільненим шаром з вібронасадки (другий тип).
Ефективність
роботи ковзного віброштампа залежить
від тиску, частоти й амплітуди коливань
віброштампа, а також напрямку коливань.
Рекомендований тиск на бетонну суміш
0,005...0,008 МПа. Амплітуда та частота коливань
призначаються залежно від показника
жорсткості бетонної суміші. Кут нахилу
віброштампа в напрямку руху 3,5°.
Геометричні характеристики бункерів
ковзних віброштампів залежать від
товщини формованого виробу та жорсткості
бетонної суміші і можуть встановлюватися
за допомогою графіка для визначення
мінімальної довжини профілю віб-Рис.
6,33. Схема для визначення пат раметрів
вібромашнни послідовної дії:
і
ролижі (рис. 6.32) та схеми для визначення розмірів робочих органів вібромашини послідовної дії (рис. 6.33).
У Московському Інженерно- будівельному інституті розроблено прннципіально нову тех
нологію ущільнення жорстких бетонних сумішей, яка базується на використанні кутових коливань частотою 8...25 Гц при амплітуді
.5 мм у поєднанні з гравітаційним привантаженням, яке створює тиск 0,6...0,9 МПа. Однорідна структура бетону формується за рахунок градієнта динамічного тиску. Постійна дія статичного при- вантаження при знакозмінних горизонтальних та вертикальних динамічних напруженнях зумовлює турбулентний рух шарів та ча: сток, що сприяє інтенсивному ущільненню бетонної суміші з мінімальними енергетичними витратами. Установка д)ія ущільнення (рис. 6.34) — це пересувна рама, на якій змонтовано електропривод, що надає обертального руху системі роликів, розміщених на Г-подібних кронштейнах з різною висотою опор. Ця різниця і створює амплітуду кутових зміщень робочої плит-и відносно шарнірного з’єднання її з центральною опорою.
Рг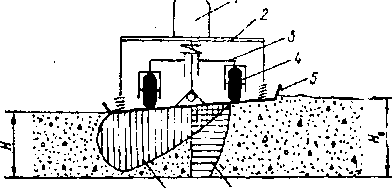
Рис.
6.34. Схема установки послідовної дії
з кутовими коли
ваннями:
1
—
електропривод; 2
— рама; 3
~ Г-подібні
кронштейни; 4
— роли-Й
* 2
'
- (О • - ^ о *
^
&Ч о,>.
і
V сч о Ь о
в»-* Ж
«> £« в о.
йї і З
«
Ч,-* ч
о
І “■* &*.
л.9 о в
43
ж О <0 Сґ £ « з «
сч
« ^
™
в
а
-
-
і Р~- |
N=4 |
- |
|

Бетонна суміш ущільнюється за допомогою вібробалки, установленої під формувальною стрічкою. Вібробалка — це жорстка зварна металева конструкція завширшки ЗО...40 см на пружних опорах, до яких знизу прикріплено вібратор, що створює коливання частотою 75 Гц і амплітудою 0,4 см. Додаткове вирівнювання поверхні здійснюється фрезою, а калібрування товщини виробу — за допомогою калібрувального пристрою.
Рис.
6.36. Форма для виготовлення
віброгідропресованих труб:
1
— ущільнювальне кільце; 2
— верхнє анкерне кільце; З
—■ калібрувальне кільце;
4—гумовий
чохол; 5
— внутрішня форма; 6
— зовнішня форма; 7 — поздовжня арматура;
8
— спіральна арматура; 9
— гумовий розтрубоутворгавач; 10
— нижнє анкерне кільце: Н
— ущільнювальна втулка
Віброгідропресування — ефективний спосіб формування напірних залізобетонних труб діаметром 500... 1600 мм, завдовжки 5 м, розроблений шведською фірмою «Сентаб». Труби формують у вертикальному положенні (рис. 6.36). У форму, яка складається з зовнішнього кожуха та внутрішнього осердя, шнековим бетоноукладачем за допомогою конуса- розподільника та лійки подають бетонну суміш. Зовнішній кожух для труб малих діаметрів складається з двох півформ, а для великих діаметрів — з чотирьох сегментів, обладнаних фланцями та тарованими болтами для з’єднання. Осердя — це металевий циліндр, на якому міститься перфорований металевий циліндр та гумовий чохол. Укладання та початкове ущільнення бетонної суміші відбувається під дією вібрації. Для труб діаметром до 700 мм використовують навісні пневматичні вібратори, для труб більших