

Назвіть ознаки, за якими класифікують збірні конструкції.
Які основні технічні вимоги висуваються до збірних залізобетонних конструкцій?
3., Сформулюйте визначення технологічності конструкції. Глаав 2 способи виготовлення збірних залізобетонних виробів
2.1. Принципи організації потокового виробництва
Для виготовлення збірних залізобетонних виробів застосовують найбільш ефективну потокову форму організації виробничого процесу, що базується на таких принципах: пропорційності процесів, який характеризується тим, що за певний проміжок часу на всіх ділянках процесу обробляють однакову кількість виробів; ритмічності процесів, який полягає в тому, .що через однакові проміжки часу всі частини процесу повторюються; паралельності процесів, тобто одночасному виконанні всіх частин
процесу виготовлення різних виробів; безперервності, що означає безперервне протікання (без простоїв) всіх частин процесу виготовлення та стадій обробки виробів.
Технологічні лінії, на яких процес виробництва здійснюється з дотриманням зазначених принципів, називають потоковими.
У виробництві збірних залізобетонних виробів застосовують потокові технологічні лінії різних типів, які різняться ступенем , спеціалізації та безперервності процесів, способом і характером переміщення предметів праці, рівнем механізації та автоматизації.
Залежно від взаємного розміщення у просторі засобів праці (технологічного обладнання), предметів праці (форм, матеріалів та напівфабрикатів) та робітників можливі два варіанти організації виробництва: 1) технологічне обладнання та робітники не переміщуються, а форми з виробами переміщуються; 2) форми нерухомі, переміщуються обладнання та робітники.
До першого варіанта організації процесу належать агрегатне та конвейєрне виробництво, до другого — стендове та касетно-стендове. ' . -
2.2. Агрегатне виробництяо
При агрегатному способі виробництва всі частини процесу здійснюються на спеціалізованих постах, обладнаних машинами для никонаннящідповідної роботи. Форми з виробами для виконання всіх стадій обробки послідовно переміщуються від поста до поста.
Формують вироби на спеціально обладнаних установках-агре- гатах, що складаються з машини для встановлення форм на формувальний пост (формоукладача), машини для укладання та розподілення бетонної суміші у формі (бетоноукладача), машини для ущільнення бетонної суміші (віброплощадки чи центрифуги). Відформовані вироби піддають тепловій обробці в камерах прискореного тверднення періодичної дії. Завершальною стадією виробництва є видача виробів з камер, розпалублення їх на спеціалізованому посту-та вивезення до складу готової продукції. Звільнені форми подають на пост підготовки до чергового технологічного циклу. Підготовка форм полягає в очищенні їх від залишків затверділого бетону, змазуванні поверхонь. Усі транспортні 'операції здійснюють мостовими кранами або кран-балками.
При
агрегатному способі виробництва форми
з виробами можуть зупинятися не на
всіх робочих постах, а тільки на тих,
які потрібні для виготовлення виробів
даного типу. Час перебування форми на
кожному посту залежить від обсягу
робіт, що виконуються на відповідній
стадії процесу.
Рис.
2.1. Схема організації агрегатного
виробництва:
1
— бетоноукладач; 2
— віброплощадка; 3'— пост армування; 4
—
камера тепловологіеної обробки; 5
— пост розпалублення; б
— пост підготовки форм; 7 — візок
самохідний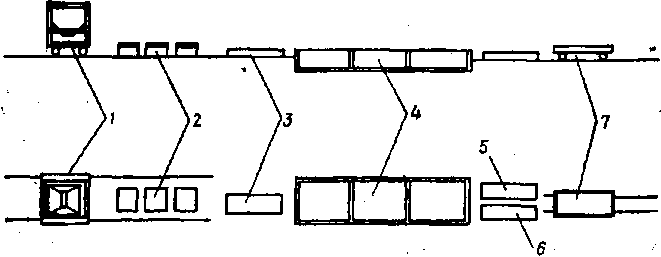
На рис. 2.1 подано принципіальну схему організації агрегатної технологічної лінії. Технологічний процес реалізується на п’яти робочих постах: розпалублення та огляду виробу; складання форми, очищення й змазування її; армування; заповнення форми бетонною сумішшю та ущільнення її; теплової обробки виробів.
Операції технологічного процесу виконують паралельно на всіх постах лінії. Найдоцільнішою є така організація процесу, яка забезпечує однакові витрати часу на обробку виробів на кожній стадії процесу (на кожному посту); при цьому забезпечується ритмічна робота технологічної лінії, зменшуються простої обладнання, підвищується продуктивність лінії. Продуктивність агрегатної технологічної лінії визначається за середньою (залежно від номенклатури продукції) тривалістю циклу формування виробів, яка коливається в широких межах — від 10 до 50 хв.
Агрегатний спосіб здобув поширення тому, що найкраще відповідає умовам серійного виробництва, не потребує великих ка-. літальних вкладень і дає можливість виготовляти вироби широкої номенклатури. Гнучкість агрегатного способу виробництва дає зйогу заміною та переналагодженням обладнання здійснювати перехід від випуску виробів одного типу до випуску Іншого.
На агрегатній технологічній лінії, обладнаній віброплощадкою, виготовляють плоскі та ребристі плити перекриттів і покриттів, колони, палі, ригелі, багатопорожнинні плити та інші вироби. На лініях, обладнаних центрифугами,^ виготовляють напірні та не- напірні труби, опори ЛЕП та освітлення, стояки, колони кільцевого перерізу чи прямокутного з круглими порожнинами.
У сучасному виробництві поширені агрегатні технологічні лінії, в яких для транспортування форм використовують приводні та не- приводні рольганги, операційні конвейєри; при цьому агрегатні
лінії наближаються до конвейєрцого способу організації виробництва.
До недоліків агрегатної технології слід віднести необхідність переміщення технологічного оснащення від поста до поста за допомогою вантажопідйомних механізмів. Це вимагає посилення конструкцій форм, призводить до надмірного збільшення їхньої маси та є причиною утворення технологічних тріщин у незатвер- цілому бетоні.