

Приготування і нанесення мастил
Бетон характеризується певною адгезією до металу та Інших матеріалів. Сила зчеплення затверділого бетону з поверхнею форм становить 0,14...0,60 кг/см2. Для зменшення зчеплення на формувальні поверхні наносять гідрофобні речовини — мастила. Вони повинні мати підвищену адгезію до матеріалу форми (для утримання на вертикальних поверхнях) і знижену до бетону (для полегшення розпалублення); виключати можливість виникнення плям і повітряних пор на поверхні виробу; не викликати корозії металу; не містити шкідливих для здоров’я людей речовин; бути безпечними у пожежному відношенні; в їхньому складі не повинно бути коштовних дефіцитних матеріалів; за консистенцією мастила мають бути придатними для нанесення їх розпилювачами або щитками на холодні та нагріті до 40 °С поверхні.
Використовувані на заводах збірного залізобетону мастила можна розподілити на три групи: водні та водно-масляні суспензії; водно-масляні та водно-мило-гасові емульсії; машинні масла, нафтопродукти та суміші з них. Крім цього, є досвід використання поверхнево-активних мастил і епоксидних емалей для покриття форм.
Суспензії — це колоїдні системи з рідкою дисперсійною та твердою дисперсною фазами. Рідкою фазою в суспензійних мастилах є вода, а твердою — тонкодисперсні частки вапна, крейди, глини, Цементу.
Вапняні, крейдяні та глиняно-шламові мастила мають невелику вартість, не складні у приготуванні, але легко розмиваються водою, руйнуються під час бетонування. Вапняні й крейдяні мастила використовують для нанесення на дерев’яні поверхні форм, вапняно-глиняні — для залізобетонних форм.
Водно-цементно-масляні суспензії досить стійкі під час формування виробів, а після теплової обробки вони перетворюються на порошкоподібний прошарок. Слід зважити на те, що процес виготовлення цих мастил важко механізувати через швидке загус- тіння їх.
Емульсії — це двофазні колоїдні системи, які складаються з малорозчинних або нерозчинних одна в одній рідин. Одна, із рідин — зовнішня — перебуває у вигляді безперервного дисперсійного середовища, друга — внутрішня — у вигляді безлічі дрібненьких крапельок. Залежно від того, яка з рідин є безперервним
б
а
о — прямих; б — зворотних
середовищем, емульсії поділяють на прямі та зворотні. Прямими, або емульсіями типу «масло у воді», вважають такі, в яких безперервною фазою є вода, а масло перебуває у вигляді, дрібненьких крапельок (рис. 4.20, а). Зворотними, або емульсіями типу «вода в маслі», вважають такі, в яких дисперсійною фазою е масло, а дисперсною— вода {рис. 4.20, б). Кількісне співвідношення між водою і маслом у системі не визначає належності до того чи Іншого типу.
Через надлишок вільної енергії в поверхневому шарі дисперсної фази емульсії здебільшого нестійкі. Одним із способів зменшення поверхневого натягу дисперсних частинок є використання поверхнево-активних речовин, до яких належать спирти, кислоти та їхні солі, що мають молекули з асиметричною будовою. Полярні групи цих речовин містяться в одній частині молекули, а неполярний вугледевоводневий залишок — в іншій. Орієнтація молекул аг емульсії відбувається за принципом «спорідненості», тобто полярні групи занурюються в полярну фазу і навпаки. Емульсійні мастила можуть мати різний склад. Допускають можливість комплексної механізації приготування їх І нанесення на поверхні форм.
Пряма водно-мило-масляна емульсія, що складається з нігролу, емульсолу, води у співвідношенні 1,0: 0,2: 5,4, придатна для змазування горизонтальних та вертикальних поверхонь у холодному стані І нагрітих до 100 °С. Але ці емульсії при приготуванні простим перемішуванням нестабільні. Тому для приготування їх. застосовують фізико-хімічні й фізичні методи впливу на компоненти. Фїзико-хімічний вплив полягає у використанні поверхнево- активних натрієвих емульгаторів, а фізичний — у вібраційній високочастотній обробці. З цією метою створено спеціальний акустичний диспергатор (рис. 4.21), в якому струмінь рідини, що витікає під тиском крізь вузьке сопло, ударяє по металевій пластині, яка починає коливатися і вібрує з частотою 18...20 кГц, Робота дислергатора грунтується на явищі кавітації під дією акустичного,»
Рис.
4.21. Схема установки для приготування
прямих емульсійних мастил:
;
— електродвигун; ? — насос; 3
— манометр; 4
— бах;
5 — гідродинамічний перетворювач
(рідинний свисток); 6
— сопло; 7 — ніж; 8
— трубовід для перекачування мастил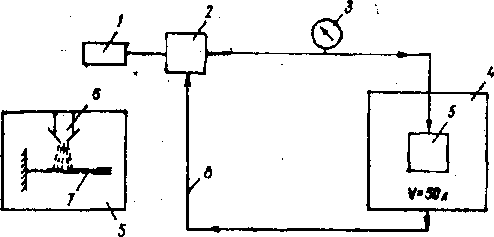
поля, при цьому внаслідок утворення в рідині змінних зон стиску і розтягу під впливом ультразвукових коливань виникають гідравлічні удари силою 90 кН/см2, які неначе занурюють частинки однієї рідини в частинки іншої, що підвищує стійкість тонкодис- персних емульсій. Стабільність мастил,, приготовлених у такий спосіб,— 3 доби.
Серед зворотних емульсійних мастил найбільш поширені мастила ОЕ-2, до складу яких входять: емульсол марки ЕКС — 20%, насичений розчин вапна — 70%, солярове масло—10%. Емульгатором, що зумовлює стабільність мастил ОЕ-2, є кальцієві мила. Ці мастила водостійкі й рекомендуються як ефективні універсальні мастила.
Для одержання зворотних мастил ОЕ-2 слід приготувати насичений розчин Са(ОН)2 з концентрацією 0,9 г/л СаО, Схему приготування ОЕ-2 подано на рис. 4.22. У бак, обладнаний пристроєм для підігрівання, один раз на тиждень завантажують гашене вапно або вапняне тісто в кількості, яка забезпечує приготування розчину на п’ять днів роботи. Кількість вапна, завантаженого в бак, залежить від розчинності у воді Са(ОН)2 в перерахунку на СаО При температурі 60 °С і визначається за формулою
Св = 0,003С0Уп,
де С0 — розчинність у воді Са(ОН)2, г/л; V — об’єм бака для насиченого розчину, л; п — число днів запасу.
Вапно
у баці після завантаження протягом
ЗО...40 хв перемішується з гарячою
водою, потім, приблизно через 10 год,
після повного осідання нерозчиненої
частини вапна насичений вапняний розчин
можна подавати у змішувач лопатевого
типу, куди перед тим вливають із дозатора
відміряну кількість емульсолу. Після
пе~
Рис.
4.22.
Схема
установки для
приготування
зворотних
емульсійних
мастил
ОЕ-2:
І
— ємність
для
приготування вапняного розчину; 2
—
проміжна ємкість
для
емульсолу:
З
— дозатор емульсолу; 4
— дозатор солярового масла; 5 — дозатор
вапняного розчину;
6
— двигун; 7 — сатуратор-змішувач; 8
— ємкість для зливання мастил; 9
~
повітряні
клапани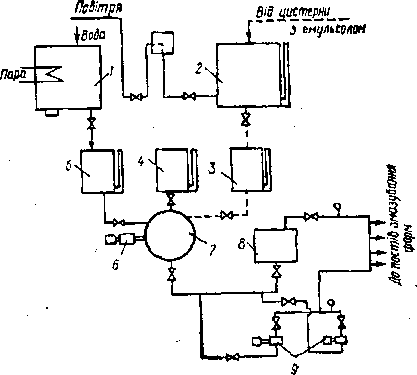
ремішування протягом ЗО хв емульсолу з вапняним розчином у змішувач подають солярове масло І тоді ще перемішують 2...З хв.
Готові мастила перекачують у проміжну ємкість і по трубопроводу подають до постів змазування форм.
З машинних масел та нафтопродуктів для мастил найчастіше використовують автол» солярове масло, а також веретенове І відпрацьовані масла. Застосовують також їхні суміші з гасом у співвідношенні 1 : 1 за масою.
Мастила з суміші солярового масла, солідолу і золи у співвідношенні 1,0: 0,5: 1,3 за, масою забезпечує вільне розпалублення. Під час теплової обробки виробів солярове масло майже повністю випаровується, а між бетоном і формою залишається порошкоподібний прошарок.
Використання мастил з однакових частин солярового масла, солідолу й автолу, як і мастил парафіно-гасових і стеарино-гасових складу 1 ; 3, дають хороші результати, але застосування їх обмежується високою вартістю вихідних матеріалів.
Петролатумно-гасові мастила відповідають майже всім вимогам, але вони шкідливо впливають на слизову оболонку рота і носа обслуговуючого персоналу при необережних діях. Використовуючи ці мастила, слід передбачати витяжні ковпаки над постами змазування форм.
Рис.
4.23. Схема обладнання поста змазування
форм:
/—ємкість
для мастил; 2
—
електродвигун; З
— привод лопатевого вала; 4—лопатевий
вал; 5 — завантажувальний люк; 6
— насос; 7*— робочий трубопровід; 8
— пневмоциліадр; 9
— камера; 10
~ піддон; 11
— розпилювачі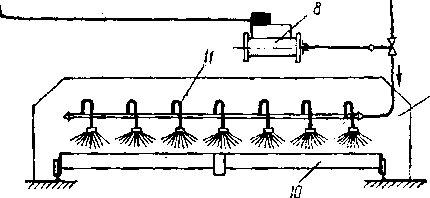
Епоксидно-силіконові емалі, нанесені на формувальні поверхні металевих форм, дають можливість використовувати форму 70... 80 разів без додаткового змазування. Стінки форм перед нанесенням емалі підлягають піскоструминній обробці та обезжиренню ацетоном. Силіконову емаль наносять щіткою в один шар'завтовшки 150...200 мкм. Після 1,5...2 годин витримування при температурі
.18°С покриття витримують ще 3 год при температурі 100... 130 °С. Склад епоксидної емалі такий, вагових частин: епоксидна смола ЕД-6—100, дибутилфталат— 15, цемент марки БТЦ-500 — 80, по- ліетиленполіамін—10.
Мастила на поверхню форм наносять розпилюванням. У конвейєр- ному виробництві пости змазування обладнують розпилювачами, розміщеними в спеціальних камерах (рис. 4.23).Витрати мастил залежать від їхньої консистенції, конструкції і типу форми, способу нанесення, а також від якості поверхні форми. Товщина шару мастил повинна бути не менша ніж 2 мм.