

Очищення форм і оснащення
Суттєвий вплив на якість виробів має стан формувальних поверхонь форм і оснащення. Після розпалублення виробів на піддонах і бортах форм залишаються шматочки прилиплого бетону, цементної плівки, затверділого мастила, які необхідно видаляти після кожного циклу виготовлення виробів. Найчастіше використовують механічний спосіб очищення форм. Робочими органами машин для очищення є блоки щіток з м’якого сталевого дроту або: Інерційних фрез (рис. 4.16). При очищенні частота обертання щіток 1250 хв-1, а інерційних фрез — 350 хв-1. Портал, на якому змонтовано два вали з розміщеними у шаховому порядку блоками, може встановлюватися стаціонарно (для очищення пересувних форм) або пересуватися по рейках вздовж нерухомої форми.
Для
очищення вертикальних поверхонь
касетних установок використовують
пересувні машини типу СМЖ-250 з траверсою
на
а
— блоки щіток з м’якого дроту; б
— блоки інерційних фрез; в
—
портальна установка для
очищення
форм; / — металеві щітки; 2
—
фланці; З
— робочий вал; 4
— кільця фрс- ан;
5
— пальці фрези; 6
— опори порталу; 7 — гвинти для регулювання
висоти робочих органів;
8
—
несуча балка; 9 — робочі органи (блоки
Інерційних фрез); 10
— пересувний піддон; 11
— ланцюговий штовхан; 12
— електродвигун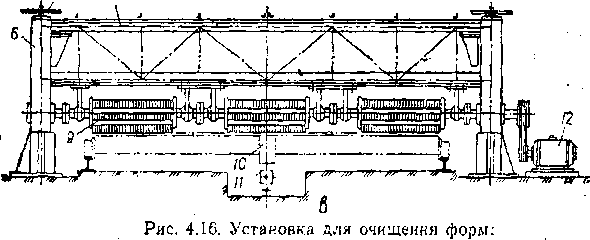
шарнірно-важільному механізмі, який при опусканні у формувальний відсік притискує до стінок касети обертальні диски із щіток
для
очищення
касет:
1
— стінки касети; 2 — робочі
оргаян
(щітки або шліфувальні диски); 8
— осі; 4
— з'єднувальна муфта; 5
— система важелів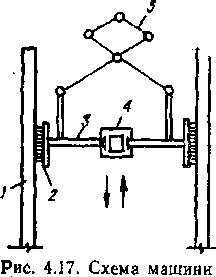
Машини з абразивними кругами рекомендують використовувати для капітального очищення й шліфування поверхонь один раз на 2—3 місяці. Шліфувальні головки з абразивними кругами застосовують і для очищення касет.
Хімічний .спосіб очищення грунтується на здатності соляної кислоти руйнувати цементну плівку. Розчин для очищення складається з соляної кислоти 7...Ї5 %-ї. кон-
Рнс. 4.18, Схема установки для хімічного очищення форм:


Хімічне очищення форм виконують у спеціальних установках (рис. 4.18) 1—2 рази на рік із руворим дотриманням техніки безпеки.
Електрогідравлічний спосіб очищення поки що мало поширений, але перспективний. Він полягає у використанні комплексу явищ, що виникають при електричному розряді в рідині. При цьому електрична енергія трансформується в енергію ударної хвилі, створюється тиск в кілька тисяч мегапаскаль. Установка для очищення {рис, 4.19) складається з робочої ванни з водою, електрода, генератора імпульсних струмів з пультом керування. Рівень води над
Рис.
4.19. Схема установки для
електрогідравлічного очищення форм:
1
— генератор імпульсних струмів; 2
— ємнісна батарея; 3
— розрядник; 4
— електрод; 5
— форма; 5 — ванна з водою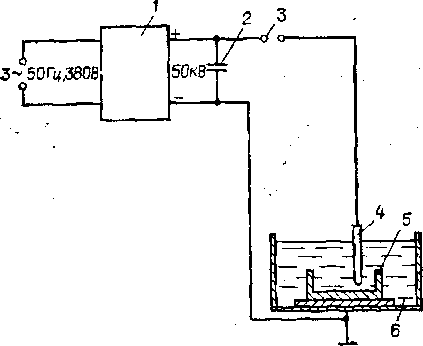
формою повинен бути не меншим за 500 мм. Під час обробки форми електрод переміщується на заданій відстані над поверхнею. Потужність установки при очищенні дуже забруднених з усіх сторін форм — 80 м2/год.'