

4Арматурні
елементи
Транспортно-технологічна
схема
ОпераціяОбладнання технологічної лінії (можливі варіанти)
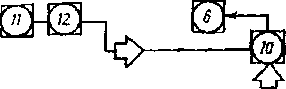
Каркаси прямокутного перерізу з поздовжньою стержне- . Вою арматурою і дротяними хомутами
— стикове зварю- 1.3.. Для операцій11—
пання; СМ-301,
СМ-502,
—
різання стерж- СМ-802; для12
Нів СМЖ-322,
СМЖ-172А
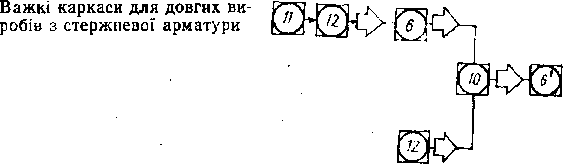
-^-дугове
зварю- 2.1.
Для операцій 11,
12
те вання саме, що і в п. 1.3; для
6
— те саме, що і в п. 1.2 або МТМК-ЗХ 100x4
Для операцій9, 10—
смж-зз
ікасів і вигнутих елементів на кондукторах-маніпуляторах з горі зонтальною поворотною платформою. Зварювання виконують під-* вісними зварювальними машинами, а закладні деталі приварюют* дуговим зварюванням*
Склад операцій технологічного процесу виготовлення просторо, вих каркасів залежить від їхніх конструктивно-технологічних влас* тивостей. У табл. 3.4 наведено транспортно-технологічні схемну процесів і варіанти можливих комплектів машин та устаткуванн для виконання їх.
Зараз в арматурних цехах заводів залізобетонних виробів відчувається дефіцит сучасного високопродуктивного обладнання дл зварювання просторових каркасів, у зв’язку з чим трудомісткість виготовлення таких арматурних елементів надто висока.
Виготовлення закладних деталей
Закладні деталі вставляють у вироби при їхньому виготовленні, і призначені вони для з’єднання збірних залізобетонних конст* рукцій під час монтажу. На 1 м3 збірних конструкцій в середньому витрачається 8 кг металевих закладних деталей, а для деяких типів колон і ригелів — 40...80 кг. Велика трудомісткість виготовлення закладних деталей зумовлює їхню високу вартість.
Для застосування в залізобетонних конструкціях рекомендують переважно уніфіковані закладні деталі: зварні з профільного прокату, зварні з гнутоштампованого листа І штамповані.
Виготовляючи закладні деталі, використовують листовий і профільний прокат, штабову сталь, анкерні стержні із сталі класі А-І, А-ІІ, А-ІИ діаметром від 10 до 40 мм.
Технологічний процес виготовлення зварних закладних детале* складається з операцій попереднього заготовлення елементів, з’єд-; нування їх зварюванням І антикорозійної обробки.
Попередня обробка І заготовлення елементів закладних деталей з прокатних профілів складається з послідовного виконання таких операцій: очищення і різання прокатного профілю та анкер них стержнів; гнуття анкерних стержнів; виштамповування в лис; товій і штабовій сталі рельєфів чи отворів; нарізання в деяких ви, падках різьби.
Заготовляючи деталі з штампованих елементів, листову стал завтовшки 5...6 мм нарізають на мірні заготовки, роблять з ни опуклості (пуклівки), пробивають отвори і вигинають. Ці операц' виконують на механізованій лінії, яка складається з п’яти пресі з максимальним зусиллям штампування 6,3 МН.
При
виготовленні зварні закладні деталі
можна з’єднува контактно-рельєфним
зварюванням, автоматичним зварювання
під флюсом, напівавтоматичним у
середовищі С02,
ванним одн
Рис.
3.22. Схеми з'єднання закладних деталей
зварюванням: иконтактно-рельєфним;
6
— під шаром флюсу; о— и середовищі СОї!
г—-гарячим осадженням; / — палева штаба
(пластина); 2—
анкерний стержень;
З
— рельєф; 4
— відбортовка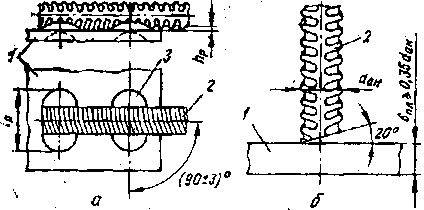

Контактно-рельєфне зварювання застосовують для з’єднування цикорних стержнів діаметром 8..,20 мм, у тому числі і відігнутими лід кутом до 30°, з пластинами внапусток (рис. 3.22, д). Рельєфи лїї плоских елементах зменшують площу контакту для одержання необхідної густини струму та питомого тиску в зоні контакту. Вині гимповують рельєфи на механічних пресах або прес-ножицях іуеііллям до 1,6 МН. Висота рельєфу /ір= (0,3...0,4) ^ая» довжина релід-фу Ір= (2,1...2,6) йіаїт, де — діаметр анкера. Зварюють елементи зварювальними машинами типу МТ з переобладнаними електродними вузлами. Продуктивність їх більша ніж 200 точок за годину. , /
Автоматичне зварювання під флюсом використовують для таврових з’єднань анкерних стержнів діаметром 8...40 мм з плески-; ми (‘лементами (рис. 3.22,6). Для надійного електричного контакту і плоским елементом торець стержня повинен мати скіс під кутом 20е1. Автомат АДФ-2001 продуктивністю 250 стиків за годину тіїбе.шсчує механізоване подавання пластин і стержнів до місця змірювання, Що дає можливість віддалити зварювальника-опера- торн від шкідливої зони і розмістити його біля пульта авто- мнпі.
Напівавтоматичне зварювання в середовищі вуглекислого газу рекомендують застосовувати при з'єднуванні елементів у тавр для виготовлення закладних деталей типу «закритий столик» (рис.
. Для цього з’єднання в плоских елементах пробивають отвори з нідбортовками, пластини з вставленим в отвір стержнем з’ед-- иукит. (рис. 3.22, е) на установках ПДПГ-500.
Ванне одноелектродне напівавтоматичне зварювання застосовують для утворення тавррвих з'єднань в закладних деталях типів «закритий столик», «відкритий столик» та інших. Ефективність цього способу полягає у зниженні маси закладних деталей за рахунок використання пластин меншої товщини. Замість співвідношення бплЛ*ан^0,55 допускається співвідношення бплЛ*ан^0,33 (де бпл — товщина пластини). Знижуються також витрати часу на виготовлення: порівняно зі зварюванням під флюсом — до 40%, а зі зварюванням в середовищі С02 — у 1,5—3 рази.
Рис.
3.23. Закладна деталь типу
^закритий
столик»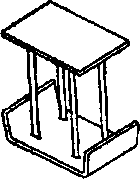
Ручним дуговим зварюванням внаслідок його великої трудомісткості користуються тільки тоді, коли неможливо застосувати інший вид зварювання.
Завершальною технологічною операцією виготовлення закладних деталей є антикорозійна обробка їх. У заводських умовах найчастіше використовують металізацію — нанесення на поверхню деталі тонкого шару цинку, алюмінію чи іншого захисного металу. Довговічність антикорозійного покриття насамперед залежить від якості підготовки поверхні: вона повинна бути сухою, чистою і
Таблиця 3.5. Характеристика процесу виготовлення закладних деталей
Арматурні
елементи
Операція
Транспортно-технологічна
схема
Обладнання технологічної лінії (можливі варіанти
)Анкерні
стержні
Деталі
з прокату
*
Закладні
деталі
екна
1
— різання;
2—
згинання;
— відбортовка
отвору;
— штампування
рельєфу;
— очищення
поверхні;
— зварювання
деталей;
— антикорозій
на
обробка
Для
операцій: / —- СМЖ-229А; СМЖ-172А, СМЖ-322;
для 2
— СМЖ-173А; для 3
— СМЖ-229А; для 4
— СМЖ-229А;
для 5
— дробоструминні апа^ рати; для 6
— АДФ-2001, МТ-1617; МТ-2517, МТ-4017>
для
7 — М.ГИ-4А, ЗМ-14, ЗМ-15, КДМ-1, КДМ-2
шорсткою. Шорсткість металевої поверхні досягається дробостру- мииною обробкою частками чавуну крупністю 0,5...2,5 мм в спеціальних металевих шафах.
Наносячи цинкове покриття, дріт Ц-1 діаметром 1...2 мм розплавляють вольтовою дугою і розпилюють у металізаторі струменем повітря під тиском 0,4...0,6 МПа. Захисне покриття наносять на обидва ббки пластини, анкерні стержні покривають на довжину 50 см від місця приварювання до пластини.
Технологічні процеси виготовлення закладних деталей різними способами різняться складом операцій і комплектом обладнання (табл. 3.5).
Заводи залізобетонних виробів використовують невелику кількість закладних деталей, тому на кожному заводі недоцільно створювати спеціалізовані лінії з високопродуктивним обладнанням. Найбільш раціональне централізоване виготовлення закладних деталей на великих заводах, а також на спеціалізованих підприємствах по виробництву арматурних елементів, що обслуговують декілька заводів залізобетонних конструкцій.