

Тема 7 Ділильне та поворотне обладнання
Пристрої для переміщення заготованок
До пристроїв, що переміщують заготованки відносно різальних інструментів, належать обертові та ділильні столи, стояки, головки тощо.
Значна кількість виготовлюваних деталей мають різні отвори, що розміщені по колу чи з різних боків заготованки, тому їх оброблення потребує іноді декількох встановлювань заготованки та відповідно значного допоміжного часу. Дещо зменшують цей час за рахунок використання накладних і перекидних кондукторів, але це зумовлює застосування ручної праці.
Істотно зменшити частку допоміжного часу та обсяг ручних робіт можна за допомогою спеціальних обертових пристроїв. Вони можуть мати вертикальну, горизонтальну та нахилену вісь обертання, залежно від чого їх називають відповідно столами (з вертикальною віссю) та стояками (з горизонтальною віссю). За конструкцією стояки можуть бути одно- чи двоопорними.
Столи та стояки переважно мають корпус (нерухому частину) і планшайбу (обертову частину). Кути обертання визначають за допомогою колової ноніусної шкали та фіксатора. Палець кутового фіксатора розташований у корпусі, а фіксувальні втулки — у планшайбі чи спеціальному диску, що обертається разом з планшайбою. Цикл обертання планшайби на одне ділення вимикає фіксатор, включає поворот планшайби разом із заготован-кою та повторне вмикання фіксатора. Усі ці рухи можуть бути ручними, механізованими та автоматичними. Механізовані та автоматичні обертові пристрої обладнують ручними, ніжними, пневматичними, гідравлічними, електричними чи комбінованими рушіями. Ступінь їх механізації та автоматизації переважно залежить від типу виробництва, маси та габаритів заготованок, використовуваного основного устаткування тощо.
Найчастіше використовують накладні обертові столи для свердлильних і фрезерних верстатів, які встановлюють на столах верстатів і застосовують здебільшого у комплекті з багатошпиндельними свердлильними головками. Спеціальні багатошпиндельні верстати комплектують такими столами на заводах-виготовлювачах.
На планшайбах обертових столів і стояків встановлюють опорні та установці елементи, за допомогою яких закріплюють одну чи декілька заготованок на столах для їх оброблення на верстаті.
Накладний обертовий стіл простої конструкції зображено на рисунку 7.1 Планшайба 1 стола встановлена на порожнистий шпиндель 2, що обертається у втулці 10, запресованій у корпусі стола 11. У корпусі стола запресована також втулка 7 рейкового фіксатора 5, що може западати у втулку З під дією пружини 6. Керують фіксатором ручкою 4. Планшайбу встановлено на корпусі за допомогою упорної кулькової вальниці, що складається з кульок 13 і двох кілець 14. Осьовий проміжок, необхідний для вільного обертання шпинделя з планшайбою, регулюють гайкою 8 і стопорять гвинтом 9. Базують робочі технологічні пристрої на планшайбі за допомогою циліндричної цапфи конусного пальця, встановленого у конічному гнізді шпинделя, та радіальних пазів стола.
Основні розміри та технічні вимоги до обертових столів стандартизовані. Стандартами передбачені столи нормальної та підвищеної точності, з ручним і механізованим рушіями, з діаметрами план-шайби 250... 1250 мм.
Обертові (ділильні) стояки бувають одно- та двоопорні. Одноопорні стояки застосовують для закріплення малих і середніх, а двоопорні — для важких і великих заготованок, що не можуть бути надійно та жорстко закріплені консольно. Двоопорні стояки складаються з основного та допоміжного стояків, змонтованих на спільній плиті. Стандартизовані стояки можуть мати круглу чи квадратну планшайби з поперечними розмірами 200 ... 1250 мм.
Д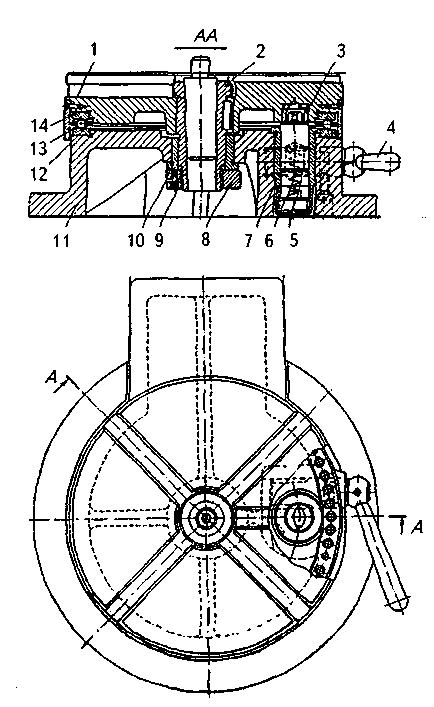 воопорний
ділильнийстояк (рисунок 7.2)
складається
з допоміжного заднього 1
та
основного переднього 2
стояків
і опорної плити 3.
Основний
стояк, обладнаний електромеханічним
рушієм, може мати круглу чи квадратну
планшайбу. Непаралельність
основної осі стояка та задньої опори
відносно опорної поверхні плити не
перевищує 0,05 мм по всій довжині, а допуск
співвісності цих осей менший ніж 0,05 мм.
Радіальне биття отвору d
відносно
обох осей менше 0,02
мм.
За установку служить поверхня В.
воопорний
ділильнийстояк (рисунок 7.2)
складається
з допоміжного заднього 1
та
основного переднього 2
стояків
і опорної плити 3.
Основний
стояк, обладнаний електромеханічним
рушієм, може мати круглу чи квадратну
планшайбу. Непаралельність
основної осі стояка та задньої опори
відносно опорної поверхні плити не
перевищує 0,05 мм по всій довжині, а допуск
співвісності цих осей менший ніж 0,05 мм.
Радіальне биття отвору d
відносно
обох осей менше 0,02
мм.
За установку служить поверхня В.
Рисунок 7.1 Обертовий стіл
На фрезерних верстатах використовують як стандартизовані універсальні ділильні головки з дисками чи лімбами та комплектом змінних зубчастих коліс, так і нестандартизовані спеціальні ділильні механізми. Останні хоч і менш універсальні, зате значно дешевші, жорсткіші та надійніші в експлуатації.
С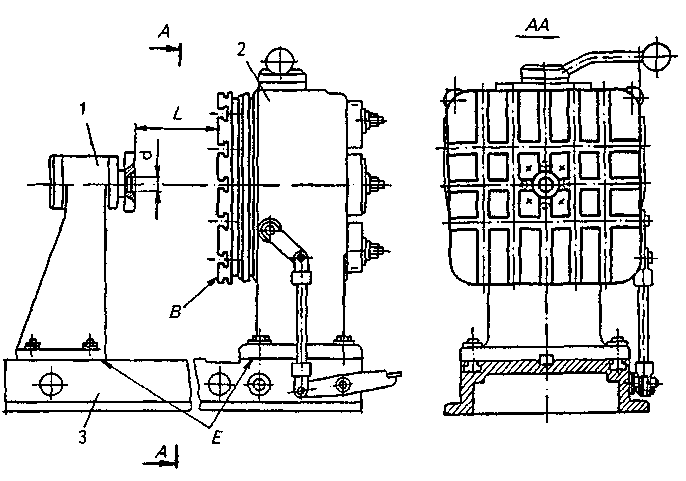 пеціальні
ділильні головки переважно складаються
з корпуса, обертової частини, ділильного
механізму з фіксатором і механізму
закріплення рухомої частини.
пеціальні
ділильні головки переважно складаються
з корпуса, обертової частини, ділильного
механізму з фіксатором і механізму
закріплення рухомої частини.
Рисунок 7.2 Двоопорний ділильний стояк з електромеханічним рушієм
Відмінність ділильних головок від обертових столів і стояків полягає у тому, що заготованки у ділильних головках встановлюють і закріплюють за допомогою центрів (за наявності задньої бабки), кулачкових патронів, цанг та інших центрувальних пристроїв, розміщених на шпинделі головки. На обертових столах заготованки встановлюють і закріплюють, використовуючи спеціальні технологічні пристрої, розміщені на планшайбі стола.
У великосерійному виробництві також використовують дво- та тришпиндельні ділильні головки.
У корпусі простої ділильної головки з ручним рушієм (рисунок 7.3), що складається з кутника 5 та плити 12, вмонтований шпиндель 7, на одному кінці якого закріплено трикулачковий патрон, а на другому — фланець 4 з пружинним фіксатором. В осьовому напрямку шпиндель зафіксований гайкою 3, а кутник 5 містить дванадцять розміщених по колу та запресованих сталевих втулок 10. Для повороту шпинделя на заданий кут відтягують ручку 2 з фіксатором 9 і повертають шпиндель з патроном до моменту западання фіксатора під дією пружини 8 у наступне гніздо. У заданому положенні шпиндель закріплюють додатково затискачем за допомогою ручки 11.
Відмінності обертових столів і ділильних головок, які використовують для фрезерних верстатів, порівняно з тими, що їх використовують для свердлильних верстатів, полягають у більшій жорсткості перших і потребі надійного їх закріплення на столах верстатів (за допомогою двох напрямних шпонок замість однієї тощо).
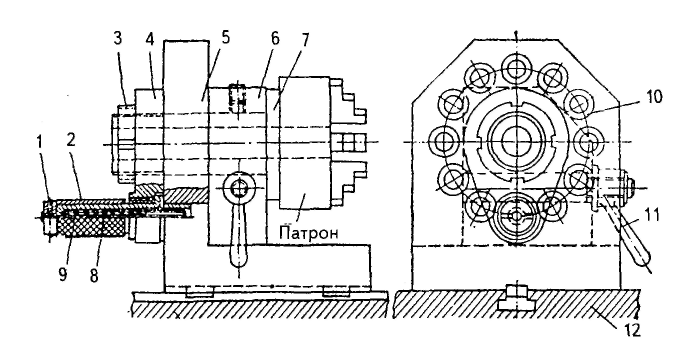
Рисунок 7.3 Ділильна головка з горизонтальною віссю обертання та ручним рушієм
Обертові столи дають змогу забезпечувати безперервне оброблення заготованок, що дуже важливо у серійному виробництві. Тоді на обертовому столі закріплюють декілька (залежно від розмірів заготованок) спеціальних пристроїв для встановлення та закріплення заготованок. Під час оброблення однієї заготованки на початковій позиції встановлюють нову, а на кінцевій у цей час знімають уже оброблену заготованку. Це дає змогу значно зменшувати допоміжний час оброблення. Ще більшу ефективність цього способу оброблення забезпечують використанням механізованих та автоматизованих пристроїв.
В обертових столах, стояках і ділильних головках з ручними рушіями використовують різні конструкції фіксаторів (рисунок 74). Кульковий фіксатор (рисунок 7.4, а) дуже простий за конструкцією, але точність і міцність його невеликі. Принцип роботи полягає у западанні кульки під дією стиснутої пружини у задану конічну западину. Це дає змогу утримувати від взаємного зміщення обидві частини пристрою під час оброблення заготованки.
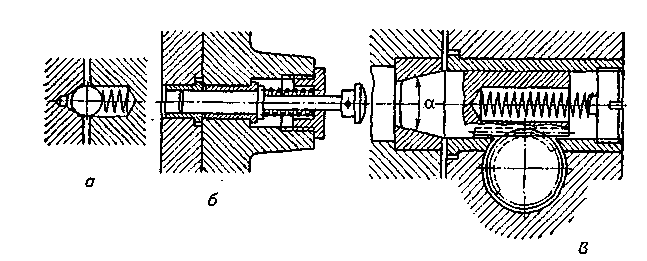
Рисунок 7.4 Фіксатори обертових пристроїв
Фіксатор з витяжним циліндричним пальцем (рисунок 7.4,6) може сприймати значний момент від сил оброблення, але не забезпечує високої точності поділу кута через наявність проміжків у рухомих з'єднаннях. Дещо вищу точність забезпечує фіксатор з конічною частиною фіксувального пальця (рисунок 7.4, в). Кут конуса пальця приймають 15°. Пальці та втулки стандартизованих фіксаторів виготовляють зі сталі стійкої проти спрацювання та гартують до твердості HRC 55...60.
Окрім фіксаторів у обертових, ділильних та інших пристроях часто використовують різні виштовхувачі, які полегшують виймання заготованок із пристроїв після їх оброблення.
КОНТРОЛЬНІ ПИТАННЯ.
1. Пристрої для переміщення заготованок.
2. Обертові столи, стояки та головки.
3.Характеристика обертових столів.
4.Для чого застосовують обертові стояки ?
5.Де використовують ділильні головки ?
6.Класифікація ділильних головок.
7.Принцип дії механічних фіксаторів.
8.Призначення виштовхувачів.
Змістовний модуль 8
ПФ.Д.01.ПР.005.12
Корпуси та допоміжні елементи пристроїв