

Контрольні питання
Перелічіть основні параметри гвинтових затискачів.
Дайте характеристику ексцентрикових затискачів.
Які переваги та недоліки клинових затискачів?
Де застосовують важільні затискачі?
Охарактеризуйте шарнірно- та рейково-важільні затискачі.
Де застосовують пружинні затискачі?
Які особливості конструкцій багатоточкових затискачів?
Змістовний модуль 5
ПФ.Д.01.ПР.005.09
Настаново-затискне обладнання пристроїв
Тема 5 Настаново-затискне обладнання пристроїв
5.1 Призначення.Формули для визначення зусиль затиску
5.2 Механізація та автоматизація
5.3 Стандарти на настоново-затискне обладнання
5.1 Призначення.Формули для визначення зусиль затиску
Самоцентрувальні затискачі призначені для забезпечення високої точності базування та закріплення заготованок під час їх оброблення . Від звичайних затискачів вони відрізняються тим, що одночасно виконують обидві функції. Це вимагає наявності у них рухомих установних елементів, координати та траєкторія руху яких задані з достатньою точністю.
Самоцентрувальні затискачі бувають орієнтувальними (визначають тільки одну площину симетрії) та центрувальними (визначають дві взаємно перпендикулярні площини заготованки).
Розглянемо принципові схеми деяких орієнтувальних і центрувальних затискачів. Принцип дії орієнтувальних затискачів зрозумілий зі схем (рисунок 5.1, а і в). Два рухомі елементи 1 і 2 затискача (рисунок 5.1, а) переміщаються по заданій площині у напрямках X. Рух обох елементів відбувається одночасно, з однаковою швидкістю та у протилежному напрямку. У технологічних пристроях, де застосовують вказаний затискач, точно фіксують положення цієї площини відносно координат пристрою, а під час встановлення заготованки 3 забезпечують суміщення з нею установної базової площини заготованки.
Заготованку у пристрої (рисунок 5.1, в) встановлюють за допомогою двох нерухомих і одного рухомого кулачків. Це дає змогу точно встановити заготованку тільки відносно однієї з площин симетрії (вертикальної), а положення другої буде зумовлюватися відхиленнями діаметра заготованки від заданого у кресленні.
Принцип дії центрувальних затискачів можна пояснити за допомогою схеми, зображеної на рисунку 5.1, г. Для визначення положення двох координатних площин технологічної бази у затискачі потрібні три елементи, що одночасно та з однаковою швидкістю переміщаються у напрямку до центра 0 чи віддаляються від нього, або дві призми (рисунок 5.1, б).
Самоцентрувальні затискачі порівняно з орієнтувальними забезпечують вищу точність встановлення заготованок. Наприклад, коливання діаметра заготованки у затискачі (рисунок 5.1, в) може зумовлювати появу ексцентриситету під час її обточування, а у затискачі (рисунок 5.1, г) він відсутній, тому що вісь базової поверхні заготованки завжди суміщена з віссю затискача. Суміщення осей заготованки та затискача дає змогу також значно зменшити припуск на оброблення різанням.
Застосування самоцентрувальних затискачів забезпечує високу точність розмірів заготованок, заданих не тільки від технологічної бази, а й від їх геометричної осі симетрії. Наприклад, потрібно досягти симетрії оброблюваної заготованки (рисунок 7.1, а). Для цього під час її оброблення забезпечують задану точність обох розмірів {А і В). Якщо за установну базу взяти поверхню а, то похибка базування розмірам ЕА = 0, а розміра В буде Ев = 2 Тс, де 2ТС — допуск розміру С. Застосування орієнтувального затискача дає змогу забезпечити рівність похибок базування для обох розмірів і зменшити їх удвічі, тобто ЕА=ЕВ=Тс. Або припустімо, що положення оброблюваних поверхонь задано відносно осі симетрії заготованки (рис. 7.1, б). У цій заготованці потрібно обробити два отвори, що мають бути симетрично розміщені відносно її осі симетрії. Використання як технологічної бази будь-якої з бічних поверхонь заготованки зумовлює похибку базування для розміру L/2, а використання самоцентрувального затискача дає змогу усунути її зовсім.
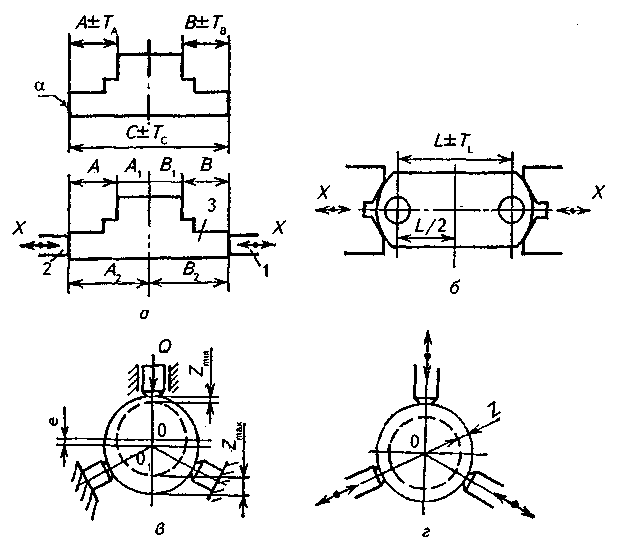
Рисунок 5.1. Принципові схеми орієнтувальних (а,в) і центрувальних (б, г) затискачів
Часто похибку встановлення заготованки у самоцентрувальному пристрої називають ще похибкою центрування. Вона може виникати як результат неточності виготовлення та спрацювання деталей затискача. Застосовують самоцентрувальні затискачі в усіх типах виробництва, але найбільш ефективні вони у великосерійному та масовому виробництві.