

13.3.П рик лади застосування контрольно-вимірювальних пристроїв
Добір схеми та конструкції контрольно-вимірювальних пристроїв залежить від форми та розмірів контрольованих виробів, кількості одночасно контрольованих параметрів, способів базування та встановлення виробів у пристроях (чи пристроїв на виробах за значної їх маси), потрібної точності, рівня механізації чи автоматизації праці тощо. Контрольно-вимірювальні пристрої будують за правилами конструювання пристроїв для оброблювальних верстатів з урахуванням того, що вони мають малопотужні затискачі і вимагають значно меншого місця, ніж різальні інструменти для доступу робочих щупів до контрольованих поверхонь.
Схема пристрою для вимірювання відхилень форми циліндричної поверхні за допомогою призми зображена на рисунку 13.5. Кут (3 напрямку переміщення осі робочого щупа (рисунок 13.5, а) визначають за умови отримання найменшої похибки вимірювання діаметра циліндричної поверхні. Перевіряння відхилень форми циліндричної поверхні, що є різницею її найбільшого та найменшого розмірів, визначають за допомогою розмірів а та b (рисунок 13.5, б). Відхилення конусності поверхні визначають за показами індикатора у двох різних поперечних перерізах деталі.
Для вимірювання радіального чи осьового биття поверхонь виріб встановлюють на один чи два співвісні циліндричні отвори.
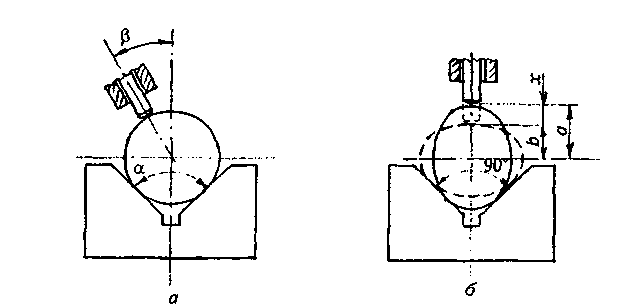
Рисунок 13.5. Вимірювання циліндричних поверхонь за допомогою призми
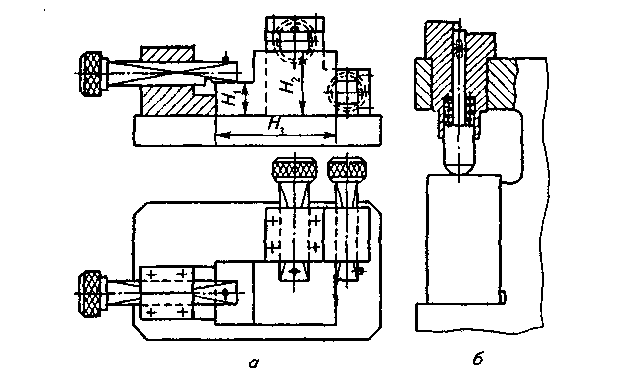
Рисунок 13.6. Пристрої з висувними елементами
Пристрої з трьома (рисунок 13.6, а) та одним (рисунок 13.6, б) висувними елементами дають змогу одночасно контролювати декілька розмірів (Н1, Н2 та Н3) за допомогою висувних пальців з прямокутним перерізом, на яких є по дві поверхні відповідно для найбільшого та найменшого значень контрольованого розміру (аналогія з допускними калібрами). Такі пристрої забезпечують контролювання виробів з розмірами до восьмого квалітету точності.
Схема пристрою для контролю діаметрів циліндричних валів за допомогою електроконтактних перетворювачів зображена на рисунку 13.7. Якщо розмір контрольованої поверхні вала D перебуває у межах допускних значень, то лампи 3 і 2 не світять. Якщо розмір D менший від найменшого допускного значення розміру, то вмикаються нижні контакти та засвічується лампа 3, а якщо розмір D більший від найбільшого допускного значення розміру, то вмикаються верхні контакти та засвічується лампа 2. Лампа З світить тоді, коли вимкнені обидві пари контактів, а розмір D пе ребуває у межах допускних його значень. Значення резисторів дібрано так, що у момент вимикання обох пар контактів лампа 1 гасне. Під час роботи цього пристрою завжди світить тільки одна лампа, а відсутність світла свідчить про несправність пристрою.
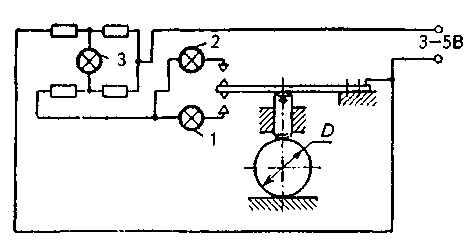
Рисунок 13.7. Пристрій з електроконтактним . перетворювочем
Такі пристрої часто роблять багатовимірними, що дає змогу відповідно збільшувати продуктивність праці або сортувати вироби за кількома розмірами одночасно.
Довговічність роботи пристроїв продовжують, використовуючи малопотужні електричні схеми, які також забезпечують їх енергоощадність. Такі пристрої дають змогу контролювати вироби з розмірами до п'ятого кваліте-ту точності.
Пристрої з пневмоперетворювачами виготовляють двох типів — з манометрами та повітряними витратомірами (ротаметрами). Схема пристрою з пневматичним перетворювачем низького тиску зображена на рисунку 13.8, а. Стиснуте повітря подають у вертикальну трубку 8, занурену на глибину Я у воду, що у посудині 7, з'єднаній з вертикальною трубкою 6. Через каліброване сопло 1 повітря надходить у трубку 2, з'єднану з вимірювальним механізмом 5. Якщо проміжок між поверхнею контрольованого виробу 4 та вимірювальним наконечником З малий, то стовп води у трубці б, зумовлений незначним виходом повітря через цей проміжок, опускається. Шкалу градуюють у мікрометрах чи у відсотках допуску контрольованого розміру. Такі пристрої забезпечують високу точність вимірювання (чи контролювання) розмірів, але мають низьку продуктивність, що пояснюється інерційніс-тю водної системи.
Схема диференційного пристрою з пневматичним перетворювачем високого тиску зображена на рисунку 13.8, б. Повітря подають у пристрій за допомогою механічних стабілізаторів тиску та сильфонів 4 і 8 через сопла 5 і 7. Із сильфона 8 повітря надходить до вимірювального механізму 11, а із сильфона 4 — до регулювального клапана 2. Тиск у сильфоні 8 залежить від контрольованого розміру виробу 12, оскільки ним задається величина проміжку між соплом та поверхнею виробу, а величина проміжку зумовлює кількість випущеного повітря з сильфона 8. Тиск у сильфоні 4, встановлений за допомогою клапана 2, є сталим. Деформування сильфонів зумовлює відповідне переміщення підвішеної на плоских пружинах планки 6, поєднаної з індикатором 9 або з електроконтактними перетворювачами і і 10.
У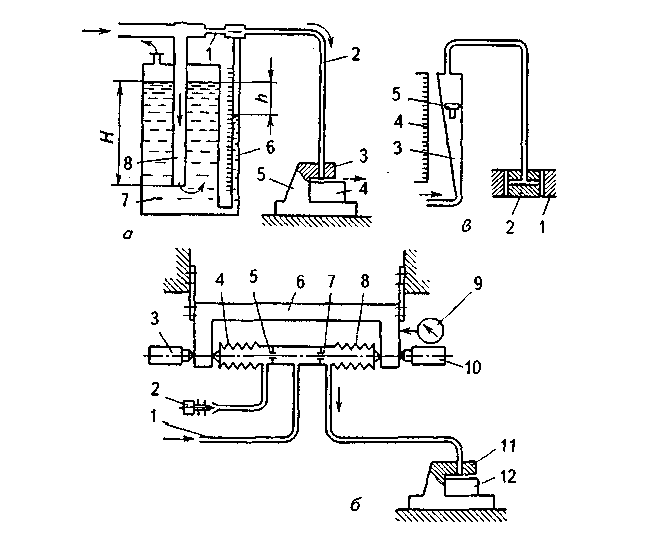 схемі пристрою з пневматичним ротаметром
(рисунок
13.8,
в)
очищене
та стиснуте повітря подають у вертикальну
конічну трубку 3,
у
якій знаходиться легкий поплавок 5.
На
прозорій трубці чи біля неї розміщена
шкала 4.
Чим
більший проміжок між контрольованим
виробом 1
та
калібром 2
вимірювального
механізму, тим більша швидкість повітря
та висота піднімання поплавка у трубці
3.
схемі пристрою з пневматичним ротаметром
(рисунок
13.8,
в)
очищене
та стиснуте повітря подають у вертикальну
конічну трубку 3,
у
якій знаходиться легкий поплавок 5.
На
прозорій трубці чи біля неї розміщена
шкала 4.
Чим
більший проміжок між контрольованим
виробом 1
та
калібром 2
вимірювального
механізму, тим більша швидкість повітря
та висота піднімання поплавка у трубці
3.
Рисунок 13.8. Вимірювальні пристрої з лневмоперетворювачами
Описані пневматичні пристрої мають високу точність, швидкодійні та прості у користуванні. Вони придатні для вимірювання та контролю точності розмірів, відхилень форми та взаємного розміщення поверхонь виробів, легко піддаються автоматизації, можуть бути одно- та багатовимірними.
Схеми пневматичних механізмів для контролювання чи вимірювання виробів зображені на рисунку 13.9. Пристрій з годинниковим індикатором (вимірювальною головкою) для перевіряння співвісності двох внутрішніх циліндричних поверхонь зображено на рисунку 13.10. Контрольований виріб5 насаджують на консольний порожнистий палець 2 і під час перевіряння обертають навколо осі на один оберт. Відхилення форми чи розміру внутрішньої поверхні А від осі обертання передається за допомогою щупа 5, важеля 6 та стержня 5 індикатору 4.
У багатовимірному контрольно-вимірювальному пристрої, призначеному для перевіряння розмірів поверхонь поршня двигуна внутрішнього згоряння (рисунок 13.11), за допомогою індикаторів 1, 3 та 2 перевіряють відповідно відстань від осі отвору для пальця до торця поршня,
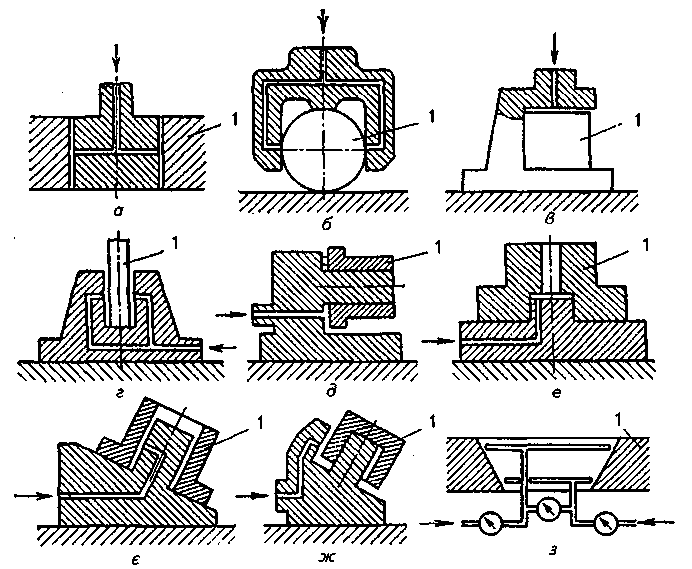
Рисунок 13.9. Схеми пневматичних контрольних пристроїв для вимірювання:
отворів (а); діаметрів валів (б); висоти (в); товщини (г);
перпендикулярності (д); глибини виточення (є); перпендикулярності торця
отвору (є); ексцентричності (ж) та конусності (з) виробів (1)
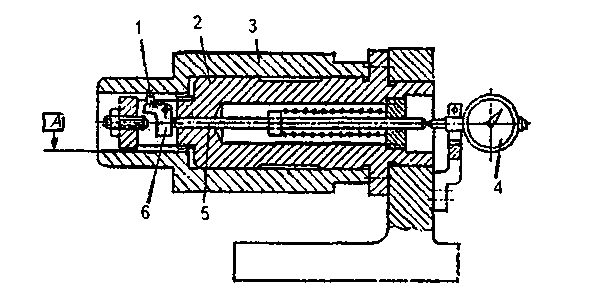
Рисунок 13.10. Контрольно-вимірювальний пристрій з індикатором годинникового типу
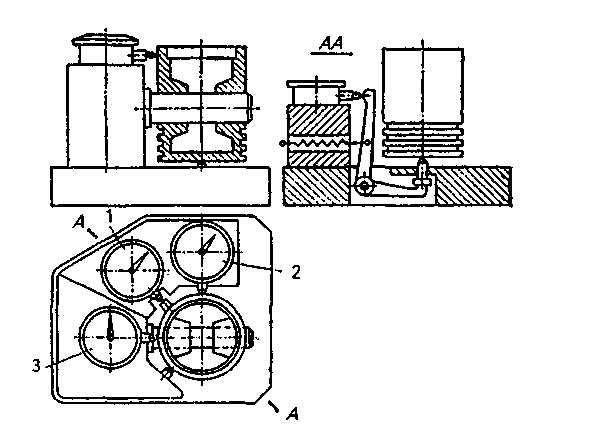
Рисунок 13.11. Багатовимірний контрольний пристрій
перпендикулярність осі цього отвору до осі поршня та точність перетину осей отвору з віссю поршня. Контроль останніх двох параметрів вимагає переставляння виробу та обертання його на 180°. Різниця показів індикаторів З та 2 дорівнює подвоєному значенню похибки розмірів виробу.