

3. Обоснование выбора вида и толщины покрытия
3.1 Характеристика, назначение деталей и покрытия, вид обработки деталей до поступления в цех
В проектируемом производстве готовым изделием является кронштейн петли верхней и нижней, а также планка для холодильника.
Кронштейн - опорная деталь, служащая для крепления двери холодильника. Основные параметры изделия приведены в таблице 1.1.
Таблица 1.1 - Основные параметры кронштейна петли нижней
Наименование параметра |
Требование к параметру |
Масса, кг Длина, мм Ширина, мм Толщина, мм |
0,0805 99,5 42 3 |
Таблица 1.1 - Основные параметры кронштейна петли верхней
Наименование параметра |
Требование к параметру |
Масса, кг Длина, мм Ширина, мм Толщина, мм |
0,093 148,5 40 3 |
Конструкция планки обеспечивает жесткость наружному шкафу
Таблица 1.2 - Основные параметры планки
Наименование параметра |
Требование к параметру |
Масса, кг Длина, мм Ширина, мм Толщина, мм |
0,014 50 15 2,3 |
Кронштейн петли верхней и нижней, а также планка для холодильника изготавливается из качественной углеродистой стали марки 08пс. Это позволяет создавать и точно выдерживать при изготовлении оптимальную форму профиля изделия. Сталь 08пс обладает высокой пластичностью, хорошей штампуемостью и способностью стали принимать вытяжку. Усилитель, выполненный из стали 08пс, обладает значительными ресурсами и надежностью, вследствие большей удельной прочности материала, высокой технологичности и меньшей трудоемкости изготовления.
Таблица 2.2 - Химический состав стали 08пс
C |
Si |
Mn |
Ni |
S |
P |
Cr |
Cu |
As |
0,05-0,11 |
0,05-0,17 |
0,35-0,65 |
до 0,25 |
до 0,04 |
до 0,035 |
до 0,1 |
до 0,25 |
до 0,08 |
Таблица 2.3 – Физические свойства стали 08пс
Т, Град |
Е·10-5, МПа |
α·106, 1/град |
λ, Вт/(м·град) |
ρ, кг/м3 |
С, Дж/(кг·град) |
R·109, Ом·м |
20 |
2,03 |
12,5 |
60 |
7846 |
482 |
178 |
Обозначения:
Т – Температура, при которой получены данные свойства, [Град].
Е – Модуль упругости, [МПа].
α – Коэффициент температурного (линейного) расширения, [1/Град].
λ – Коэффициент теплопроводности, [Вт/(м·град)].
ρ – Плотность материала, [кг/м3].
C – Удельная теплоемкость материала, [Дж/(кг·град)].
R – Удельное электросопротивление, [Ом·м].
Для изготовления кронштейна петли верхней, нижней и планки используют холодную прессовую штамповку.
Холодная штамповка – это процесс получения изделий или заготовок из листового материала путем деформирования его на прессах с помощью штампов. Штамповка позволяет из листового материала изготавливать самые разнообразные детали – корпуса, фланцы, крышки, стенки, и др. плоские и изогнутые детали.
Основными преимуществами холодной листовой штамповки являются:
- достижение экономики используемого материала и снижение себестоимости изделий за счет применение рациональных видов раскроя. Фактор экономии материала при листовой штамповке достаточно велик, поскольку стоимость материала составляет 75-85% от общей стоимости детали и только 15-20% расходуется на заработанную плату и накладные расходы 30-40%:
- выполнение операций листовой штамповки может проводится персоналом не имеющим высокой квалификации, так как работа штамповщика связана с простыми движениями;
- изготовление достаточно сложных деталей за один два хода на быстроходных прессах;
- получение весьма сложных по форме деталей, которые затруднительно или вообще нельзя изготовить другими способами обработки;
- возможность получения точности размеров деталей в пределах 6-12 квалитетов;
- повышение прочности штампованных деталей за счет упрочнения на 40-80% по сравнению с прочностью исходного материала;
- возможность широкой механизации и автоматизации процессов листовой
Процесс штамповки производится в штампах, состоящих из двух частей (Рисунок).
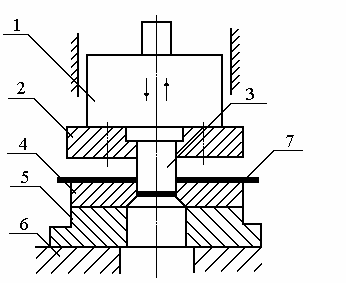
Рис. - Схема штампа для холодной штамповки
К ползуну пресса 1 крепится верхняя часть штампа, представляемая собой верхнюю плиту и пуансодержатель 2 с рабочим инструментом – пунсоном 3. Верхняя плита крепится к ползуну пресса хвостовиком или болтами. Нижняя часть штампа – это нижняя плита 5 с расположенной на ней матрицей 4 и устанавливаемая на столе пресса 6. Обрабатываемый материал 7 укладывается на матрицу. При опускание ползуна пресса пуансон воздействует на материал, и часть его проталкивает в матрицу. При этом материал претерпевает деформации и принимает форму и размеры матрицы или же разделяется на части.
Цинковые покрытия широко применяются для защиты от коррозии деталей машин, крепежных деталей, стальных листов, проволоки, деталей ширпотреба и других, работающих в наружной атмосфере различных климатических районов в атмосфере, загрязненной SO2, а также в закрытых помещениях с умеренной влажностью и в помещениях, загрязненных газами и продуктами сгорания. Кроме того, цинковые покрытия применяются для защиты от коррозии водопроводных труб, питательных резервуаров, предметов домашнего обихода (из черного металла), соприкасающихся с пресной водой при температуре не выше 60-70 °С, а также для защиты изделий из черного металла от бензина и масла (бензобаки, бензино- и маслопроводы) и др.
Блеск цинковых покрытий в условиях эксплуатации изделий (особенно в наружной атмосфере) сохраняется недолго; поверхность их быстро тускнеет и покрывается пятнами грязно-серого цвета. Поэтому блестящие цинковые покрытия без дополнительной обработки их поверхности для декоративных целей непригодны и с точки зрения надежности защиты от коррозии не отличаются от матовых. С целью сохранения декоративного вида и повышения коррозионной стойкости покрытия блестящим цинком обрабатывают специальными пассивирующими растворами, содержащими в основном хромовые соединения.