

Цилиндрическое фрезерование.
Конструктивные элементы цилиндрических фрез: длина L и диаметр D фрезы, количество зубьев, форма стружечной канавки, наличие стружкоразделительных канавок, тип хвостовика (для концевых фрез). Геометрические параметры: угол наклона винтовой поверхности (для фрез с прямым зубом равен нулю), передний угол , главный задний угол .
Элементы режима резания:
1.
Скорость главного движения
![]()
2. Глубина резания t , мм;
Подача на зуб Sz, мм/зуб – подача на один зуб фрезы; подача на оборот S0, мм/об – S0 = z Sz; минутная подача VS = Sмин =S0 n=Sz z n (мм/мин);
Основное технологическое время
Конструктивные и геометрические параметры цилиндрической фрезы представлены на рис. 33, геометрия срезаемого слоя – на рис. 34.
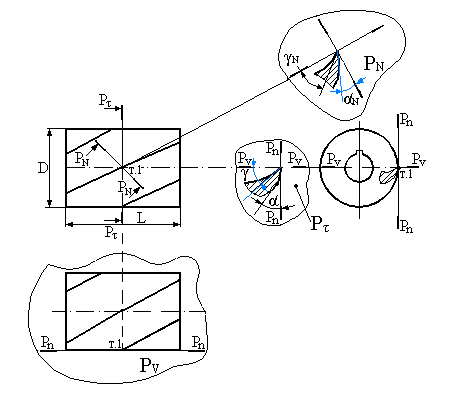
Рис. 33. Конструктивные параметры цилиндрической фрезы с винтовым зубом
Цилиндрическое и торцовое фрезерование делят на попутное и встречное (рис. 35). Фрезерование называется встречным (против подачи), когда направление главного движения противоположно направлению подачи (рис. 35 а). Фрезерование называется попутным (по подачи) когда направление главного движения совпадает с направлением движения подачи (рис. 35 б).
Положительные элементы встречного фрезерования:
Постепенно возрастает нагрузка на зуб фрезы, т.к. a изменяется от нуля до максимального значения.
При наличии на заготовке какой-либо корки зуб фрезы работает из под корки, как бы выламывая ее.
Отрицательные элементы встречного фрезерования:
Из-за малой толщины среза a зуб фрезы начинает срезать стружку в т. М, когда радиус округления становится соизмеримым или больше толщины среза a. На участке KM происходит интенсивный износ зубьев из-за трения задней поверхности зубьев о поверхность резания.
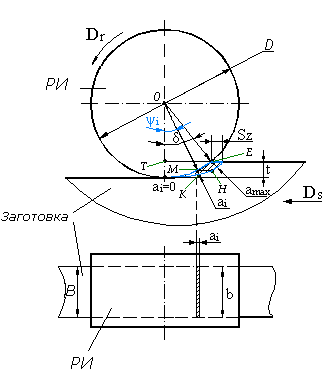
Рис. 34. Геометрия срезаемого слоя при цилиндрическом фрезеровании. Главная особенность – переменная толщина срезаемого слоя
Зуб фрезы старается оторвать заготовку от стола станка, что при большом сечении среза может привести к вибрации и ухудшить шероховатость обработанной поверхности.
Имеется вероятность затаскивания стружки зубьями фрезы на уже обработанную поверхность, что также может привести к ухудшению шероховатости обработанной поверхности.
Положительные элементы попутного фрезерования:
При отсутствии на заготовке корки меньшей износ зубьев фрезы из-за уменьшения длины участка КМ.
Зуб фрезы прижимает заготовку к столу станка.
Отсутствует вероятность затаскивания стружки зубьями фрезы на уже обработанную поверхность.
Отрицательным моментом попутного фрезерования является то, что максимальная нагрузка на зуб фрезы возникает в момент врезания, т.к. толщина срезаемого слоя изменяется от максимального значения до нуля.
Попутное фрезерование является наиболее предпочтительным практически во всех случаях обработки.
а)
б)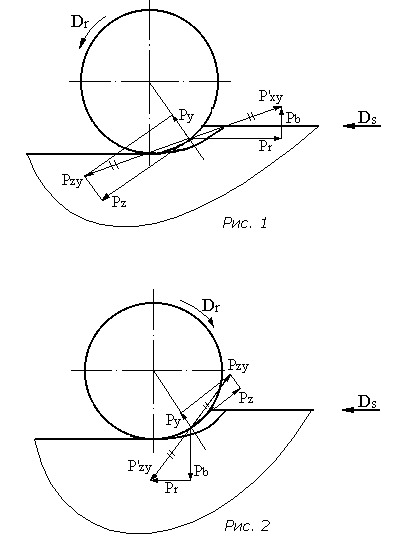
Рис. 35. Встречное (а) и попутное (б) фрезерование
Торцовое фрезерование.
Торцовое фрезерование осуществляют при помощи торцовых фрез, оснащенных твердосплавными СМП. Современные конструкции торцовых фрез имеют сменные кассеты, базирующиеся по рифлениям и несущие СМП. Такие конструкции позволяют быстро менять СМП, регулировать их вылет и т.п. Корпусы торцовых фрез изготавливают из стали, корпусы скоростных фрез для обработки заготовок из легких сплавов делают из алюминиевого сплава.
Геометрия срезаемого слоя при торцовом фрезеровании (рис. 36):
1. Ширина срезаемого слоя b – является постоянной величиной и определяется по формуле b = t/sinφ
2.Толщина срезаемого слоя a – является постоянной по длине зуба фрезы и определяется по формуле a = S∙sinφ и переменной по дуге контакта фрезы с заготовкой и определяется по формуле ai=Sz∙sinψi. В общем виде толщина срезаемого слоя ai = Sz∙sinφ∙sinψi.
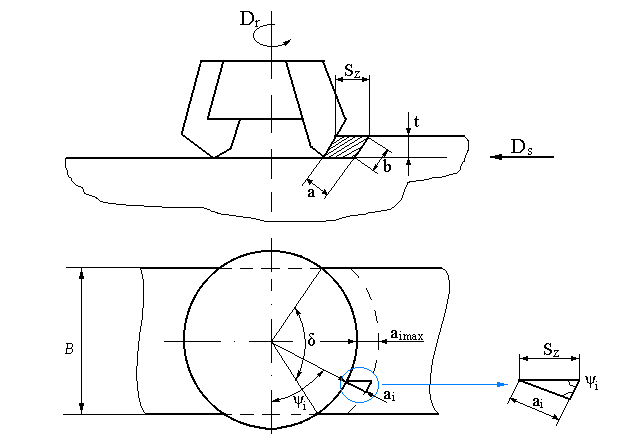
Рис. 36. Геометрия срезаемого слоя при торцовом фрезеровании
Особенности процесса фрезерования:
Зуб фрезы находится в контакте с заготовкой не продолжительное время, большую часть времени он не работает.
В контакт с заготовкой зуб фрезы входит с ударом.
Переменная толщина срезаемого слоя по дуге контакта фрезы с заготовкой, а для фрезы с винтовым зубом она переменна и по длине зуба.
Переменная ширина срезаемого слоя (для фрезы с винтовым зубом).
Снятие малых толщин среза вызывает интенсивный износ зубьев фрезы по задней поверхности.