2.5. Инструменты и процессы обработки плоских и фасонных поверхностей
Строгание применяется для обработки плоских и фасонных поверхностей на поперечно-строгальных или продольно строгальных станках. Инструментом при этом служат строгальные резцы (рис. 25 б), которые могут быть либо аналогичны призматическим токарным, либо иметь изогнутую форму. Главное движение резания при строгании – возвратно-поступательное движение резца, подача – смещение заготовки относительно резца.
а) б)
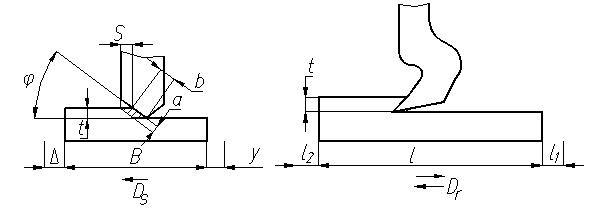
Рис. 25. Геометрия срезаемого слоя (а) и длина рабочего хода при строгании (б)
Особенности процесса строгания:
Из- за наличия возвратно-поступательного движения для уменьшения сил инерции снижается скорость главного движения.
Инструмент находится в контакте с заготовкой только при рабочем ходе, при обратном ходе он не участвует в процессе резания.
В контакт с заготовкой РИ входит с ударом, что может привести к разрушению режущей части РИ. По этой причине строгальные резцы более массивные по сравнению с токарными.
Для исключения или уменьшения «заедания» резцы делают изогнутыми.
Фрезерование применяется для обработки наружных плоских и фасонных поверхностей, а также в ряде случае (в основном на станках с ЧПУ) для обработки геометрически сложных наружных и внутренних поверхностей. В качестве РИ применяют цилиндрические, дисковые, концевые (рис. 26, 27), торцовые (рис. 28), фасонные и др. фрезы. Главное движение резания при фрезеровании – вращение фрезы, подача – перемещение заготовки относительно фрезы.
|
|
|
а) |
б) |
в) |
Рис. 26. Концевые фрезы из твердого сплава «Титэкс Плюс»: а) для черновой обработки; б) для чистовой обработки; в) фрезы со сферической режущей частью для профильной обработки |
||



|
|
а) |
б) |
Рис. 27. Концевые фрезы: а) длиннокромочная фреза CoroMill 390 с твердосплавными СМП («САНДВИК Коромант»); б) фреза для черновых операций со стружкоразделительными канавками («Титэкс Плюс») |
|


|
|
а) |
б) |
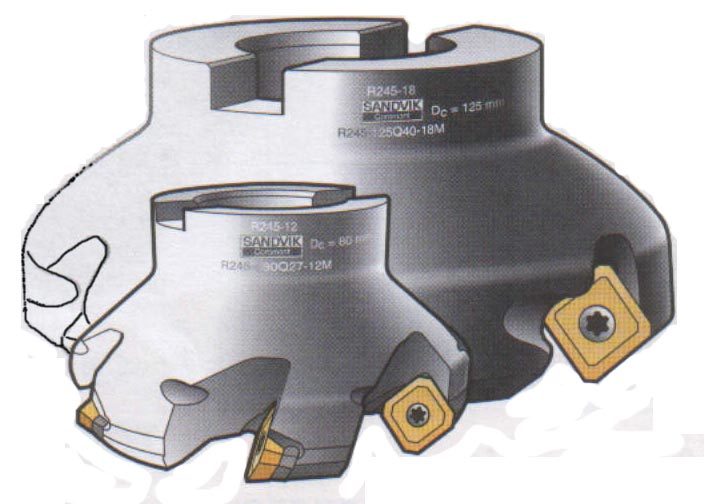
Рис. 28. Торцовые фрезы с твердосплавными СМП («САНДВИК Коромант»): а) семейство фрез CoroMill 245; б) семейство фрез CoroMill 300 |
|

В зависимости от особенностей кинематики различают фрезерование: цилиндрическое, торцовое, плунжерное и фасонное (рис. 29 – 32).
|
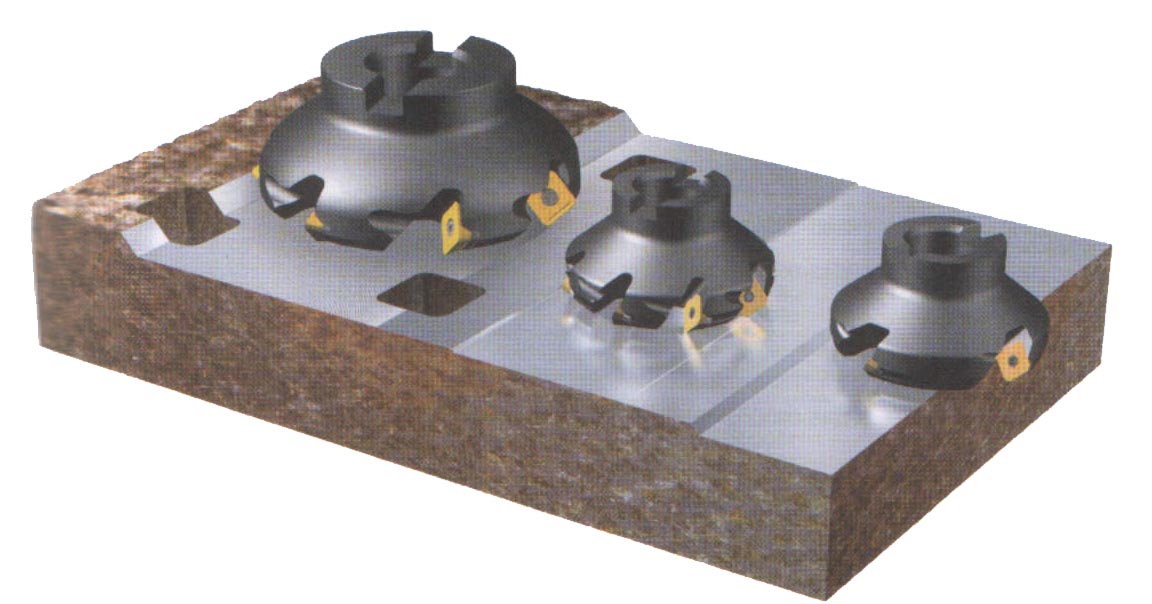
Рис. 29. Торцовое фрезерование фрезами CoroMill 245
|
|
Рис. 30. Технологические возможности фрез семейства CoroMill 245 (главный угол в плане φ = 45˚) |

Точность обработки при фрезеровании – 8 – 11 квалитет. Шероховатость Ra до 1,25 мкм, на станках повышенной точности при использовании современного твердосплавного РИ – Ra 0,63, при обработке заготовок из закаленных сталей РИ с режущими элементами из кубического нитрида бора – Ra 0,4.
Новые возможности по повышению производительности и качества обработанной поверхности обеспечивают зачистные СМП Wiper от «САНДВИК Коромант», отличающиеся специальной геометрией режущих кромок. Для торцовых фрез разработаны пластины Wiper, имеющие более длинную режущую кромку и позволяющие увеличить подачу в четыре раза при том же качестве поверхности, что и при использовании традиционных пластин. При традиционной подаче в условиях использования пластин Wiper достигается более высокое качество поверхности. На торцовую фрезу устанавливается одна пластина Wiper, которая изготовлена из кермета (аналог безвольфрамового твердого сплава). Выбор этого более легкого материала связан с необходимостью сохранить балансировку фрезы при использовании различных СМП.
|
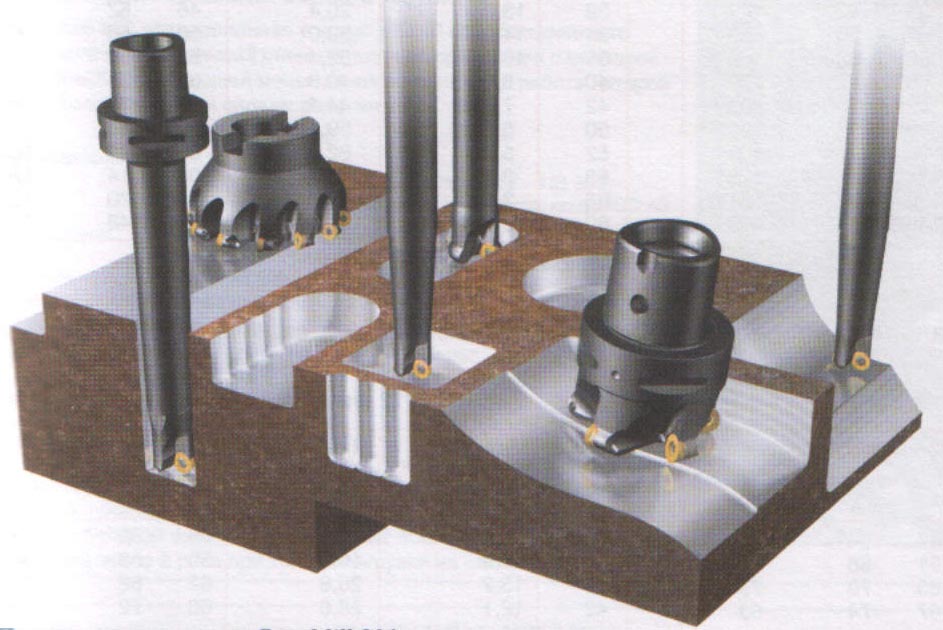
Рис. 31. Торцовое, профильное (справа) и плунжерное (на переднем плане) фрезерование фрезами CoroMill 300
|
|
Рис. 32. Технологические возможности фрез семейства CoroMill 300 (используют СМП круглой формы) |