

Особенности процесса сверления:
Переменные углы и по длине режущей кромки.
Затруднен отвод стружки и подвод СОЖ в зону резания.
Наличие поперечной кромки, которая не режет, а мнет металл.
Трудности обеспечения необходимой жесткости сверла из-за конструктивной особенности РИ.
Элементы режима резания и геометрия срезаемого слоя (рис. 21) при сверлении следующие.
1.
Скорость главного движения (вращение
сверла)
![]() м/мин.
м/мин.
Глубина резания t=D/2 (мм).
Подача на оборот S0, (мм/об); на каждую режущую кромку приходится So/2.
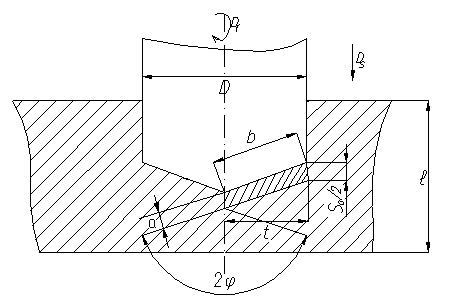
Рис. 21. Элементы режима резания и геометрия срезаемого слоя при сверлении
Минутная подача, скорость движения подачи Vs=Sмин=S0n (мм/мин).
Основное технологическое время T0=L/Vs=
 (мин).
(мин).
Геометрия срезаемого слоя:
Толщина срезаемого слоя
 .
.Ширина срезаемого слоя
 .
.Площадь срезаемого слоя

|
Рис. 22. Сверло CoroDrill 880 (вид на центральную СМП) позволяет обрабатывать отверстия диаметром 14 – 30 мм и длиной до 150 мм (в зависимости от диаметра сверла). Сверло позволяет выполнять не только сверление, но и растачивание на токарных станках (работа с поперечной подачей), оно оборудовано отверстиями для подвода СОЖ в зону резания |
|

Совершенствование конструкций сверл направлено, в частности, по пути создания сборных сверл с твердосплавными СМП. Например, сверло CoroDrill 880 производства «САНДВИК Коромант» (рис. 22) имеет две СМП: центральную и периферийную, отличающиеся геометрическими параметрами и материалом покрытия. Особая форма центральной пластины позволяет снизить биение сверла, что приводит к повышению точности обработки.
При сверлении глубоких отверстий используют специальный технологический цикл с периодическим выведением сверла из отверстия для эвакуации стружки и предотвращения его заклинивания (рис. 23).
|
Рис. 23. Технология сверления глубоких отверстий сверлами «Титекс Плюс» с различной формой стружечных канавок (UF – форма оптимизирована для глубокого сверления и N – традиционная форма) |
Зенкерование – процесс обработки резанием предварительно полученного отверстия с целью получения более высокой точности обработки (по размерам, по геометрической форме, по взаимному расположению) и меньшей шероховатости поверхности.
Зенкерование может быть окончательным методом обработки или предварительным перед развертыванием. Для зенкерования используют зенкеры – РИ, конструктивно подобные сверлам, но имеющие большее количество режущих клиньев (рис. 22 а). Для обработки цековок используют торцовые зенкеры (цапфенборы), для обработки фасок – зенковки (рис. 22 б).
|
|
а) |
б) |
Рис. 22. Зенкер с коническим хвостовиком (а) и зенковка с износостойким покрытием (б) |
|

Точность обработки при зенкеровании 8 – 11 квалитет, шероховатость до Ra2,5 мкм (табл. 6).
Развертывание – метод окончательной обработки отверстий с целью получения большей точности обработки и меньшей шероховатости обработанной поверхности по сравнению с зенкерованием. Для развертывания применяют развертки – многозубые РИ, которые могут выполняться с хвостовиком или насадными (рис. 23).
|
|
а) |
б) |
Рис. 23. Развертки: а) хвостовая; б) насадная |
|

Точность 5 – 6 квалитет, шероховатость Ra1,25 – 0,32 мкм (табл. 6).
Геометрия срезаемого слоя при зенкеровании и развертывании идентична и представлена на рис. 24.
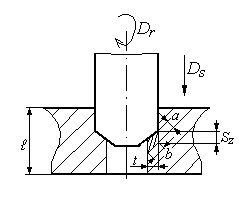
Рис. 24. Геометрия срезаемого слоя при зенкеровании и развертывании