2.4. Инструменты и процессы обработки отверстий
Для обработки отверстий наиболее широко применяют такие осевые РИ как сверла, зенкеры и развертки. Эти РИ являются мерными, так как их размеры (диаметры) соответствуют размерам, получаемым при обработке заготовки. Данные РИ позволяют обрабатывать цилиндрические и конические отверстия глубиной до 100 диаметров и более (при сверлении). Для обработки ступенчатых отверстий (например, в корпусах редукторов и т.п.) используют ступенчатые сверла и зенкеры, а для концентрации операций применяют комбинированный РИ: сверло-зенкер, сверло-развертка. Комбинированные и ступенчатые РИ используют в крупносерийном и массовом производстве.
|
Сверла. Сверление (рис. 17) применяется в основном для обработки отверстий либо не требующих высокого качества и точности, либо при предварительной обработке. При этом обеспечивается точность получения отверстий по 11-13 квалитету; шероховатость обработанной поверхности до Rz 40 (табл. 6). Современные сборные (так называемые корпусные) сверла с механическим креплением СМП, например CoroDrill 880 производства «САНДВИК Коромант» позволяют обрабатывать отверстия с точностью размеров по 9 квалитету. |
Рис. 17. Кинематика сверления |

Группа цельнотвердосплавных сверл Delta C от «САНДВИК Коромант» позволяет обрабатывать стальные заготовки с получением точности отверстия по 7 квалитету. Обработка производится специальным осевым цельным, составным или сборным инструментом – сверлом, наружный диаметр которого соответствуют требуемому диаметру отверстия. В зависимости от области применения сверла могут быть винтовыми, перовыми, для глубокого сверления и др (рис. 18). Сверла (и их режущие элементы) изготавливают в основном из быстрорежущей стали и твердого сплава. Минимальный диаметр сверл (как быстрорежущих, так и цельнотвердосплавных (например, сверла (фирма «Титэкс» Германия))) – 0,1 мм, сборные сверла могут иметь максимальный диаметр свыше 30 мм. Некоторые сверла (цельнотвердосплавные винтовые при диаметре от 1 мм включительно (фирма «Мицубиши Карбид», Япония)) имеют отверстия для подвода СОЖ в зону резания.
Таблица 6
Характеристики осевых инструментов для обработки отверстий
Вид обработки |
Условие работы РИ |
RZ, мкм |
Точность, квалитет |
||
t, мм |
φ, ˚ |
z |
|||
Сверление |
d/2 |
60 |
2 или 3 |
100 – 40 |
11 – 12 (до 7) |
Зенкерование |
1 – 3 |
45 – 60 |
3 – 6 |
20 – 10 |
9 – 10 |
Развертывание |
0,05 – 0,2 |
5 – 15 |
4 – 12 |
10 – 3 |
7 – 8 |
Сверла как правило имеют два режущих клина (пять режущих кромок: две главные, две вспомогательные и поперечная), однако для повышения точности обработки разработаны трехперые винтовые сверла (фирма «Церин», Италия). Обычные сверла контактируют со стенками отверстия в двух местах (ленточкой), однако для точного сверления используют сверла с четырехточечным контактом (сверло-«паук» фирмы «Церин»).
|
Рис. 18. Сверла «Титэкс Плюс»: а) быстрорежущее сверло с износостойким покрытием для высокопроизводительной обработки заготовок из черных металлов; б) быстрорежущее сверло с местным покрытием для сверления отверстий длиной до 15 диаметров, имеющее отверстия для подвода СОЖ; в) перовое сверло для сверления отверстий длиной до 40 диаметров; г) сверло центровочное (для получения центровых отверстий) |
а) |
|
|
|
б) |
|
|
|
в) |
|
|
|
г) |
Несмотря на то, что 80 % всех сверлильных операций – это обработка коротких отверстий (длиной до 5 диаметров), большое значение имеют сверла для глубокого сверления, которые могут быть цельными, составными и сборными; спиральными и с прямыми стружечными канавками; с отверстиями для внутреннего подвода СОЖ и без. Винтовые сверла без внутреннего подвода СОЖ могут обрабатывать отверстия глубиной до примерно 40 диаметров (при условии специальной формы стружечных канавок).
|
Рис. 19. Хвостовики сверл |
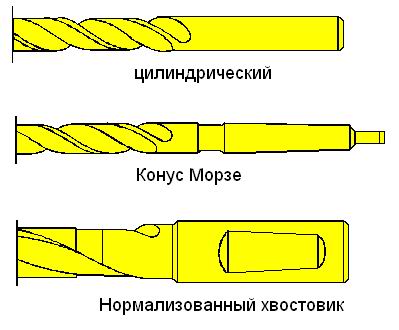
Для крепления сверла в шпинделе станка или патроне используется хвостовик, который может быть коническим, цилиндрическим гладким, цилиндрическим с лыской, типа Coromant Capto и др. (рис. 19).
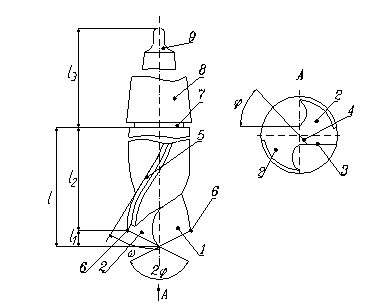
Конструктивные элементы винтового сверла (рис. 20): l1 - режущая часть; l – рабочая часть; l2 – направляющая часть; l3 – крепежная часть (состоит из шейки 7, хвостовика 8, лапки 9).
Геометрические параметры винтового сверла следующие:
2 - двойной угол в плане при вершине – это угол между проекциями главных режущих кромок на плоскость проходящую через ось сверла параллельно главным режущим кромкам;
- угол наклона винтовой канавки – это угол между касательной к винтовой канавке и осью сверла (18 – 30).
- угол наклона поперечной кромки – это угол между проекциями главной режущей кромки и поперечной кромки на плоскость перпендикулярную оси сверла (50 – 55).
|
Рис. 20. Конструктивные элементы и геометрические параметры винтового сверла: 1 – передняя поверхность; 2 – главная задняя поверхность (2 шт.); 3 – главная режущая кромка (2 шт); 4 – поперечная кромка; 5 – ленточка, служит для направления сверла в отверстии; 6 – вспомогательная режущая кромка – часть ленточки длиной S0/2 (2 шт) |