

2.3. Токарные резцы, их типы и назначение
К основным типам токарных резцов относят проходные, подрезные, отрезные, расточные, канавочные, фасонные и др (рис. 13).
Проходные резцы (рис. 14) предназначены для наружного точения как сплошных, так и прерывистых цилиндрических заготовок, а также заготовок практически любой другой формы (конические, сферические, ступенчатые и т.п.), что обеспечивается многообразием исполнений режущих частей резцов. В зависимости от исполнения корпуса резцы могут быть прямыми или отогнутыми (последние позволяют наиболее близко подойти к патрону с заготовкой), а в зависимости от направления продольной подачи – правыми или левыми. направление подачи определяют при помощи руки – если резец накрыть правой рукой с отставленным большим пальцем, и при этом направление пальца совпадает с направлением подачи, то резец считают правым и наоборот.
|
|
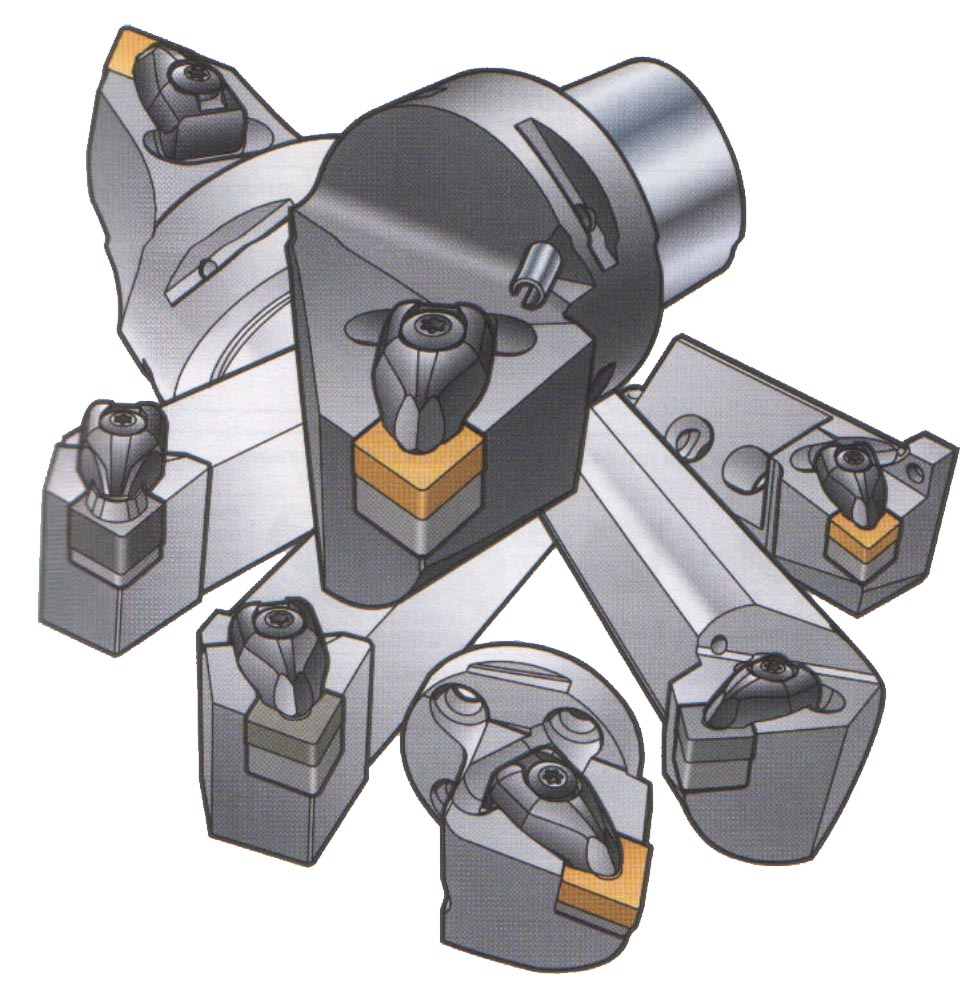
Рис. 13. Токарные резцы и вставки для модульной оснастки (на переднем плане) производства «САНДВИК Коромант» (Швеция) |
|

|
Рис. 14. Токарные резцы с механическим креплением СМП: а) проходной; б) подрезной |
|
а) |
б) |
|
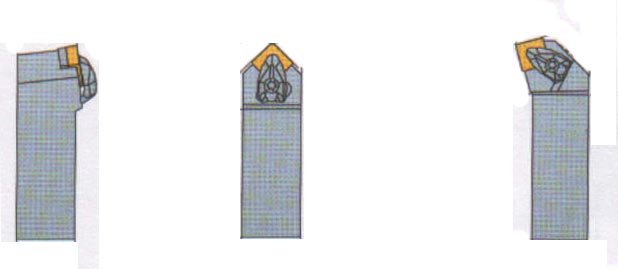
Подрезные резцы (рис. 14 б) предназначены для обработки торцев заготовок (плоских поверхностей) и фасок и могут быть как правыми, так и левыми, прямыми и отогнутыми. Подрезные резцы работают с поперечной подачей.
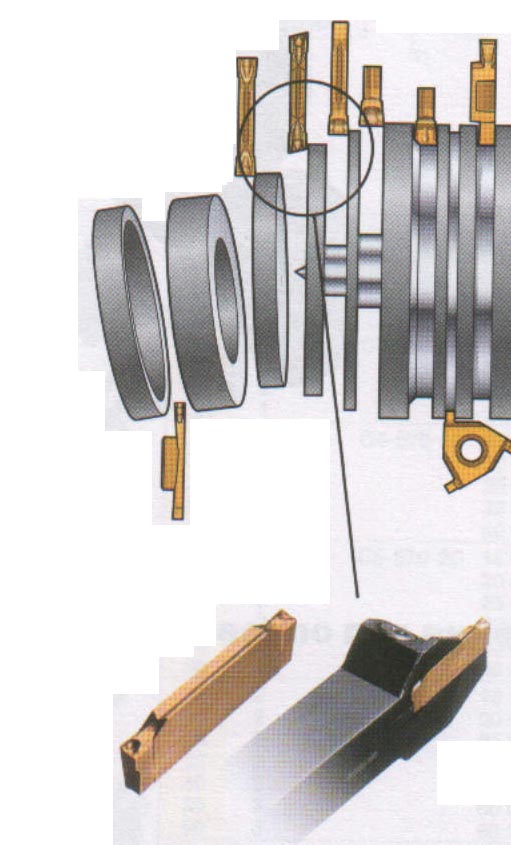
Отрезные резцы (рис. 15) используются для отрезки заготовок (с поперечной подачей), точения канавок. Современные канавочные резцы со сменными многогранными пластинами (СМП) из ТС позволяют работать не только с поперечной, но и с продольной подачей, обрабатывая канавки с шириной большей, чем режущая часть резца. Для обработки торцевых канавок используют специальные резцы с напайными пластинами или с СМП, корпус которых повторяет профиль канавок.
|
|
а) |
б) |
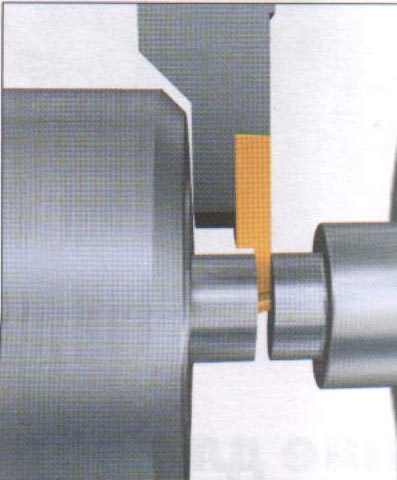
Рис. 15. Отрезные и канавочные инструменты и операции с РИ «САНДВИК Коромант»: а) типы твердосплавных СМП для отрезки и точения канавок, внизу показана СМП и сборный резец с ней; б) в работе отрезной резец с твердосплавной СМП для отрезки в стесненных условиях |
|
|
|
б) |
|
Рис. 16. Стержневые расточные вставки «САНДВИК Коромант» из твердого сплава (б) и примеры их использования (а) |
|
а) |
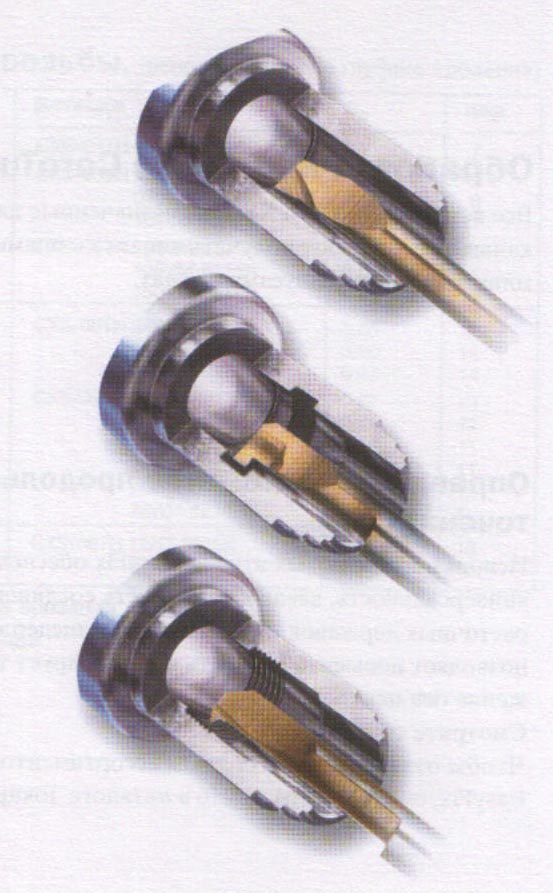
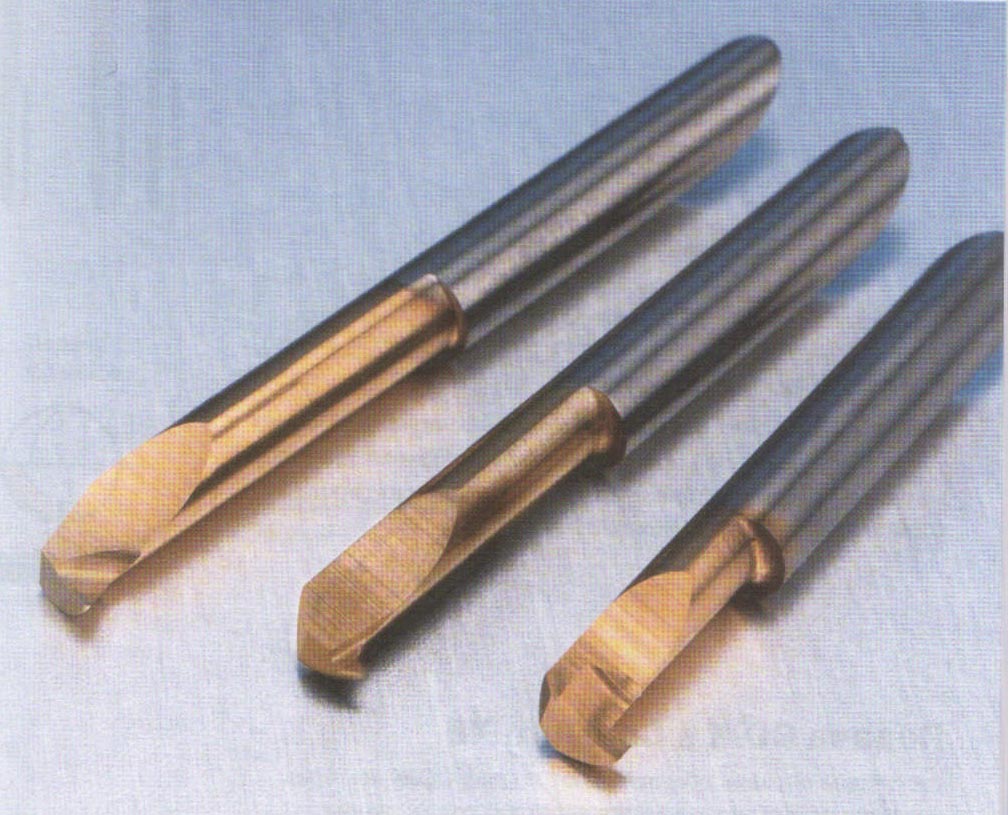
Расточные резцы (рис. 16) используют для обработки внутренних поверхностей вращения. Расточные резцы могут работать как с продольной, так и с поперечной подачей в зависимости от вида обрабатываемой поверхности.
Фасонные резцы (призматические и круглые) применяют для получения поверхностей сложной формы. Такие резцы работают, как правило, с радиальной (поперечной) подачей.
Резьбовые резцы являются инструментом узкоспециального назначения и предназначены для нарезания наружных и внутренних резьб.
По конструкции резцы могут быть цельными (только малоразмерные РИ, в настоящее время встречаются в виде твердосплавных вставок), составными (с напайными, вклеенными режущими элементами), а также сборными (с механическим креплением СМП, которые наиболее эффективны). В настоящее время все более широкое применение находят инструменты модульной конструкции (например, разработанные инструментальным гигантом «САНДВИК Коромант» (Швеция)). Модульная конструкция позволяет собирать РИ требуемой конфигурации применительно к области применения путем комбинации базовых держателей, адаптеров и собственно РИ. При этом модульная схема позволяет сокращать время на смену РИ на операциях. Например, автомобильная компания «Хино Моторс» (Япония) благодаря применению модульной оснастки «САНДВИК Коромант» экономит 20 % времени.