

Внутреннее шлифование
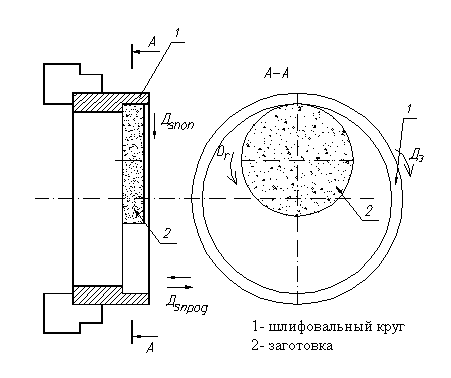
Внутренне шлифование может осуществляться по схеме, когда вращается заготовка и шлифовальный круг (вращение круга – главное движение резания) (рис. 49), а также по планетарной схеме, когда заготовка неподвижна, а круг вращается вокруг своей оси (главное движение) и совершается планетарное движение вдоль периферии отверстия.
Плоское шлифование
Плоское шлифование может осуществляться периферией (цилиндрической частью) круга (рис. 50) или торцем круга (используются чашечные круги). В обоих случаях кинематика аналогична фрезерованию.
|
|
Рис. 49. Схема внутреннего круглого шлифования: 1 – заготовка; 2 – шлифовальный круг |
Рис. 50. Схема плоского шлифования периферией круга |

Отделочные методы абразивной обработки
Отделочные методы шлифования обеспечивают получение точности обработки по 4 – 6 квалитету и шероховатости обработанной поверхности до 0,1 мкм.
Хонингование (рис. 51) применяется для обработки внутренних цилиндрических и (реже) наружных плоскостей, обеспечивает высокую точность по размерам, форме, но не изменяет положение осей отверстий, полученное на предыдущих операциях. В качестве РИ используется хон, оснащенный абразивными брусками, которые могут самоустанавливаться по отверстию. Абразивные бруски для снятия припуска имеют возможность перемещаться в радиальном направлении.
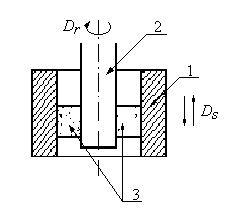
Рис. 51. Схема хонингования: 1 – заготовка; 2 – оправка хона; 3 - абразивные бруски
Хонинговальная головка совершает два движения: вращательное Dr (главное движение резания) и возвратно-поступательное Ds.
Суперфиниширование – процесс сверхтонкой абразивной обработки (рис. 52). Заключается в снятии остаточных микрогребешков поверхности (припуск 5- 10 мкм). Суперфиниширование не изменяет точности (по размерам, форме, взаиморасположению поверхностей) полученной на предыдущей операции, а лишь обеспечивает наименьшую шероховатость. Суперфиниширование применяется для обработки круглых наружных, внутренних поверхностей.
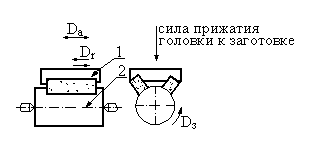
Рис. 52. Схема суперфиниширования: 1 –инструментальная головка; 2 – заготовка
Главное движение резание при суперфинишировании – скорость вращения заготовки Vз = 10 –30 м/мин. Скорость перемещения инструментальной головки Vr около 1000 мм/мин. Инструментальная головка имеет колебательное (осциллирующее) движение Da с частотой 250 – 1000 колебаний/мин при амплитуде 1 – 5 мм.
Полирование уменьшает высоту микронеровностей обработанной поверхности, точность обработки не изменяется. Обработка осуществляется с помощью мягкого абразива (окись Cr, AI, Si), который наносится на круги из дерева, войлока или фетра. Полирование производится в нескольких проходов с постепенным уменьшением зернистости абразива.
Притирка (доводка) обеспечивает самую высокую точность обработки и самую малую высоту микронеровностей обработанной поверхности. Процесс резания заключается в снятии тонких слоев материала мелкозернистом абразивным порошком в среде смазки при относительных движениях притира и заготовки.