

Структура круга
Структура характеризует процентное содержание абразивных зерен в шлифовальном круге. Различают 12 номеров структур - №1 – №12:
- 1, 2, 3, 4 – закрытые структуры, содержат соответственно 60%, 58%, 56%, 54% абразивных зерен.
- 5, 6, 7, 8 – средние структуры, содержат соответственно 52%,50%, 48%, 46% абразивных зерен.
- 9,10,11,12 – открытые структуры, содержат соответственно 44%, 42%, 40%, 38% абразивных зерен.
Номер структуры выбирают исходя из свойств абразивного материала и условий шлифования. Наиболее распространена средняя структура. С увеличением номера структуры уменьшается засаливаемость круга.
Маркировка шлифовальных кругов:
плоский материал зернистость параметры связки допустимая
п рямой
абразива
скорость
вращения
рямой
абразива
скорость
вращения
1 50050305 24А40-П СМ1 7 К5 40м/с 1 клА
наружный высота посадочное твердость структура класс класс
диаметр отверстие (седьмая средняя) неуравновешенности точности
(всего четыре)
Различают три класса точности шлифовальных кругов (по увеличению): АА, А, Б.
Виды шлифования
Различают следующие виды шлифования:
наружное круглое шлифование в центрах;
внутреннее шлифование;
бесцентровое шлифование;
плоское шлифование;
специальные виды шлифования.
Наружное круглое шлифование в центрах
Различают три основных способа круглого шлифования:
Шлифование с продольной подачей (длина обрабатываемой поверхности больше высоты шлифовального круга) (рис. 47);
Шлифование с поперечной подачей;
Глубинное шлифование (припуск снимается за 1-2 прохода).
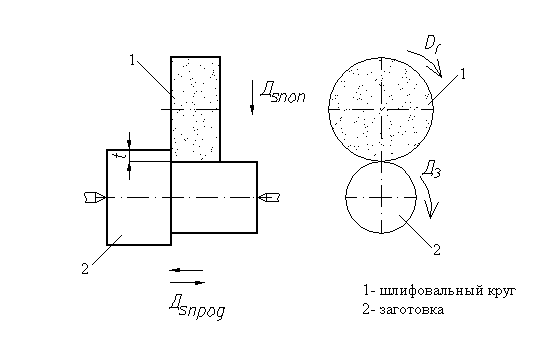
Рис. 47. Схема круглого наружного шлифования с продольной подачей
Элементы режима резания:
1. Скорость главного движения
![]()
Скорость вращения заготовки
3.
Глубина резания
![]() мм.
мм.
Подача на оборот S0 = SдB, мм/об, где В – высота круга в мм.; Sд – долевая подача, выбирается от вида обработки. После каждого продольного хода дается подача на “глубину” Sпоп мм/ход.
Скорость движения подачи Sмин = Vs = S0∙nз = Sд∙B∙nз, мм/мин;
Основное технологическое время
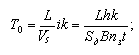
где i – число проходов круга; k – коэффициент выхаживания; h – заданный припуск на обработку.
Бесцентровое шлифование
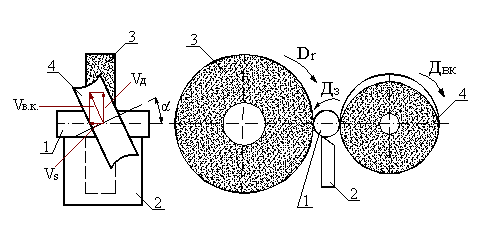
Рис. 48. Схема бесцентрового шлифования: 1 – заготовка; 2 – упор; 3 – шлифовальный круг; 4 – ведущий круг (вращает и перемещает заготовку)
Для перемещения заготовки вдоль оси и возникновения скорости Vs ось ведущего круга располагается под углом к оси заготовки (рис. 48).