

Оборудование и наглядные пособия
1. Образцы присадочных материалов; оборудование для реализации каждого вида кузовной сварки;
2. Плакаты
«Способы газовой сварки», «Сварочные присадки», «Схема Процесса полуавтоматической сварки в среде защитного газа»
3. Литература
Л.И. Епифанов, Е.А. Епифанова «Техническое обслуживание и ремонт автомобилей». - М.: ИД «ФОРУМ»: ИНФРА-М, 2009.
И.С. Туревский «Техническое обслуживание автомобилей. Книга 1. Техническое обслуживание и ремонт автомобилей». - М.: ИД «ФОРУМ»: ИНФРА-М, 2009.
И.С. Туревский «Техническое обслуживание автомобилей. Книга 2. Организация хранения, технического обслуживания и ремонта автомобильного транспорта». - М.: ИД «ФОРУМ»: ИНФРА-М, 2009..
В.М. Власов «Техническое обслуживание и ремонт автомобилей». – М.: Издательский центр «Академия», 2003.
Контрольные вопросы
С какой целью применяется сварка при кузовном ремонте?
Каковы недостатки газовой сварки?
Каковы особенности полуавтоматической сварки в среде защитного газа?
Какими преимуществами обладает полуавтоматическая сварка в среде защитного газа?
К чему приводит недостаточная скорость подачи проволоки или слишком малый расход защитного газа?
Проволока, каких марок используется при сварке сталей?
ЛАБОРАТОРНАЯ РАБОТА №20
Тема «Экспериментально – расчетное определение оптимальных параметров контактной точечной сварки и проверка прочности сварного соединения»
Цель работы: 1. Цель работы: 1. Закрепить знания о теоретических основах контактной точечной сварки.
2. Сформировать умение в определении параметров контактной точечной сварки и проверки прочности сварного соединения.
Краткие теоретические сведения
Особенности контактной точечной сварки. Этот способ сварки представляет собой процесс образования неразъемного соединения в результате нагрева металла проходящим электрическим током и пластическим деформированием зоны соединения за счет сжатия. Контактная сварки основана на омическом нагреве деталей, зажатых между двумя электродами, через которые пропускают электрический ток.
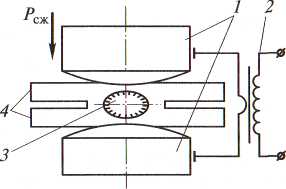
1 — электроды; 2 — источник питания; 3 — ядро сварной точки; 4 — свариваемые металлические листы; Рсж — усилие сжатия
Весь процесс образования сварного соединения в контакте длится доли секунды, а механическое усилие условно разделяется в этот период на два вида: сварочное усилие в момент прохождения импульса электрического тока, способствующее выдавливанию загрязнений из сварочной ванны, и ковочное усилие, препятствующее растрескиванию соединения и измельчающее структуру во время охлаждения.
Размер сварной точки и ее механическая прочность зависят от следующих параметров: усилие сжатия, сила сварочного тока, длительность импульса тока, диаметр контактной поверхности электродов.
Отклонение усилия сжатия от номинала сказывается на качестве сварного соединения: при его уменьшении суммарное контактное сопротивление в точке соединения деталей возрастает, а сила сварочного тока уменьшается (падает выделяемая теплота); при слишком большом усилии возникают повышенный износ медных электродов и излишняя деформация деталей в зоне контакта.
Режим сварки мощными короткими импульсами тока (менее 0,1 с) называется жестким и предпочтителен для соединения деталей из низкоуглеродистых сталей и металлов, обладающих высокой теплопроводностью (например, алюминиевых сплавов).
Мягкий режим характеризуется большой длительностью импульса тока при меньшей амплитуде. Чем мягче режим, тем больше теплоты рассеивается в окружающем металле, вызывая его перегрев и коробление.
Жесткий режим в основном применяется в заводских условиях, так как требует точного подбора плотности сварочного тока, контролируемого автоматикой. Из-за изнашивания электродов площадь контакта в процессе работы непрерывно возрастает, плотность тока падает и прочность сварного соединения снижается.
К достоинствам контактной точечной сварки при кузовном ремонте следует отнести:
полное отсутствие потребности в расходных материалах;
незначительный нагрев металла, прилегающего к зоне сварки;
минимум разборочных работ, связанных с демонтажем деталей обивки;
минимум затрат на последующую зачистку и антикоррозионную обработку сварного шва;
неизменность химического состава зоны соединения;
отсутствие усадочных дефектов при кристаллизации в случае правильного регулирования усилия сжатия;
разрушение и удаление оксидных пленок из-за высокого давления и деформации деталей в зоне сварки;
хорошая свариваемость однородных металлов и сплавов.
Определение параметров и проверка качества сварного соединения. Качество точечной сварки прямо зависит от диаметра контактной поверхности электродов (головки конуса), силы сварочного тока, сварочного и ковочного усилия, а также от шага сварных точек и их расстояния до края листа.
Все параметры режимов сварки устанавливают в зависимости от толщины свариваемых панелей, шероховатости поверхности и сопрягаемости свариваемых кромок. Практика показывает, что при правильном выборе режимов сварки по отключении сварочного тока поверхность наиболее тонкой из свариваемых деталей на короткое время краснеет. Если покраснение сохраняется продолжительное время, то велика либо длительность импульса, либо сила сварочного тока.