

3. Устройство и принцип работы трубогиба cnc-4-65-br3
3.1 Характеристики станка cnc-4-65-br3 (таблица 1)
Таблица 1 – Основные характеристики станка CNC-4-65-BR3
1.1 Используемая мощность : АС 220 В; три фазы; 50/60 ГЦ 1.2 Используемый мотор : 27 ЛС 1.3 Давление : A) Высокое давление : 140-160 кг/см, B) Низкое давление : 70-75 кг/см, C) Давление возврата : 30 - 50 кг/см, D) Давление масла : 5-7 кг/см, 1.4 Объем масляного бака: 517л. (80% заполнения) 1.5 Максимальное расстояние позиционирования шпинделя 3500 мм, 1.6. Габариты Д х Ш х В: 630*120*160 см. 1.7 Масса: 6000 кг. |
1.8 Скорости станка: A) Ось гибки : 80 °/с B) Ось подачи : 800 мм/с C) Ось поворота трубы : 150 °/с 1.9 Максимальный размер обрабатываемой трубы : до D=65mm х 2.2 Т 1.10 Возможности обработки: A) Радиус : R220 мм, B) Угол : 0 ~ 190° C) Возможность гибки прокаткой : >7 D 1.11 Точность процесса: A) Угол гибки : ± 0.05°, B) Ось подачи : ± 0.1 мм, C) Угол вращения : ± 0.05°. |
Работа со станком cnc-4-65-br3
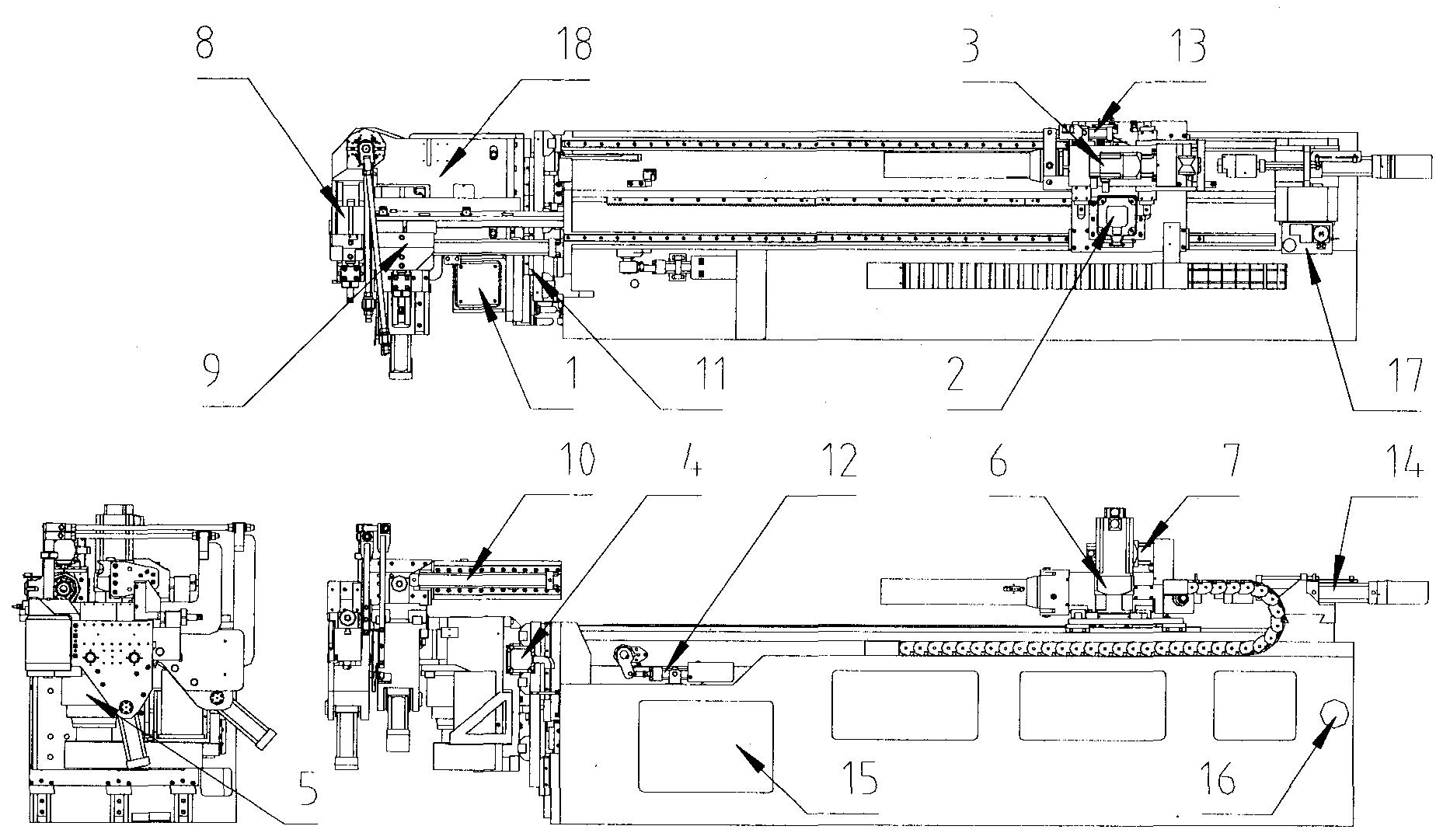
Иллюстрации основных частей станка CNC-4-65-BR3 представлены на рис. 2.
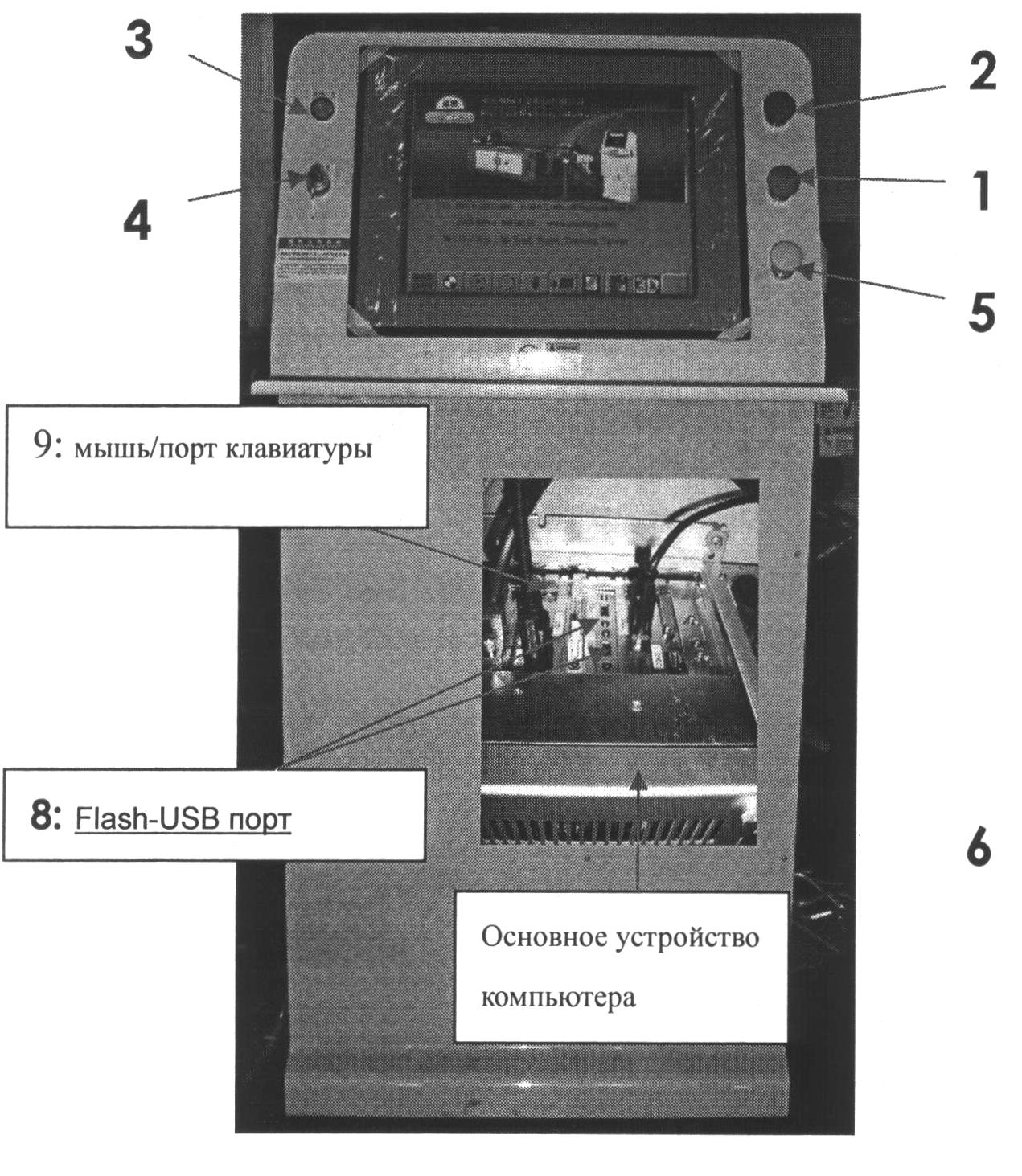
Общий вид и кнопки управления на контрольной панели представлены на рис. 3
|
|
Рис. 2 – Основные части станка CNC-4-65-BR3: |
|
|
|
|
|
|
|
Рис. 3 – Кнопки управления на контрольной панели |
|
3.3 Программирование процесса гибки на станке cnc-4-65-br3
А. ГЛАВНЫЙ ЭКРАН (рис. 4) |
||
|
|
|
Рис. 4 – Изображение главного экрана
Таблица 2 - Кнопки главного экрана
1 |
|
Отображение главного экрана |
5 |
|
Окно ручного режима |
2 |
|
Восстановление экрана. Экран сброса и запуска |
6 |
|
Экран параметров
|
3 |
|
Данная кнопка предназначена только для инженера. Запрашивается подтверждение идентификации, после чего открывается окно файла. |
7 |
|
Описание режимов |
8 |
|
Положение сенсоров на станке
|
|||
4 |
|
Окно автоматического режима |
9 |
|
Страница ЗD - моделирования |



В. ЭКРАН СБРОСА И ЗАПУСКА (рис. 5)
|
|
1. Позиция оси подачи.
2. Угол по оси гибки.
3. Угол по оси вращения.
4. Позиция смещения оси.
|
Рис. 5 – Экран сброса и запуска |
||
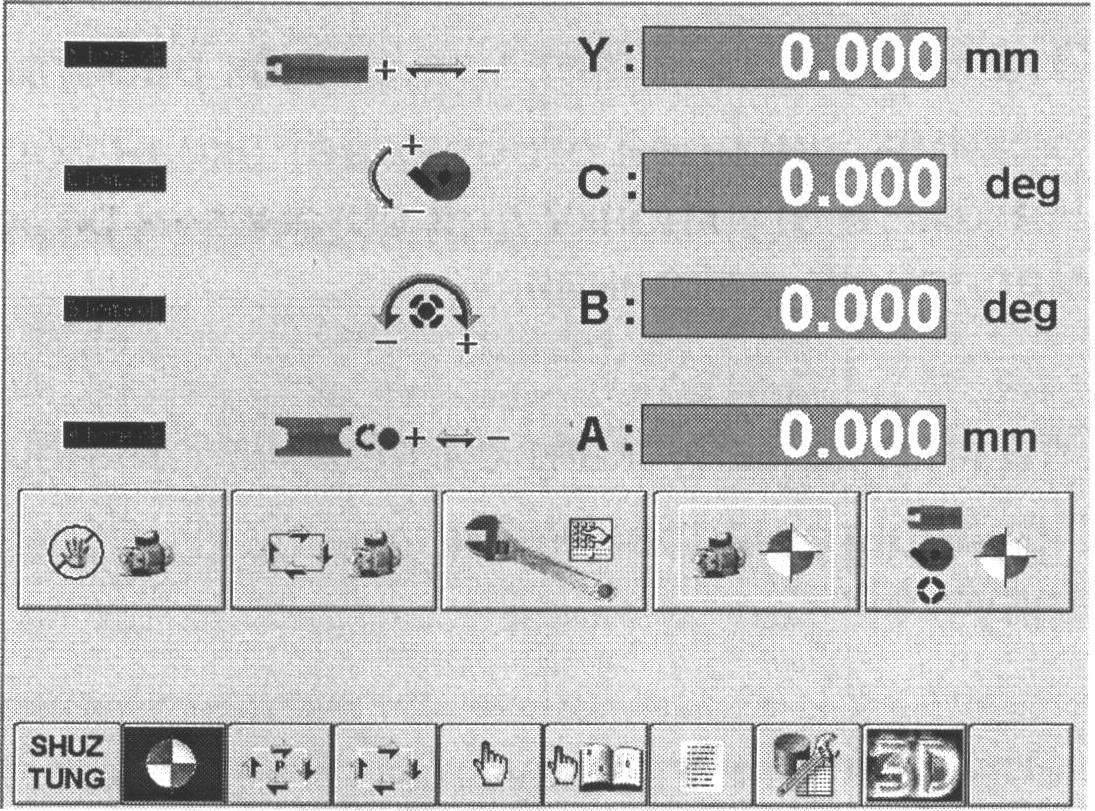
Таблица 3- Кнопки экрана сброса и запуска
1 |
|
Эта кнопка означает, что станок работает в нормальном режиме, дисплей отображает экран сброса и запуска. Нажмите эту кнопку для остановки работы системы масляного давления. |
2 |
|
Эта кнопка запускает систему масляного давления. Проверьте направление вращения двигателя при первом запуске!
|
3 |
|
Эта кнопка используется только инженером. Требует подтверждение идентификации, после чего открывается страница установки конфигурации. |
4 |
|
После нажатия этой кнопки происходит автоматическое восстановление механической конфигурации. |
5 |
|
После нажатия этой кнопки происходит автоматическое восстановление конфигурации сервомоторов. |
D. ЭКРАН АВТОМАТИЧЕСКОГО РЕЖИМА (рис. 6)
|
|
Рис. 6 – Экран автоматического режима |
|
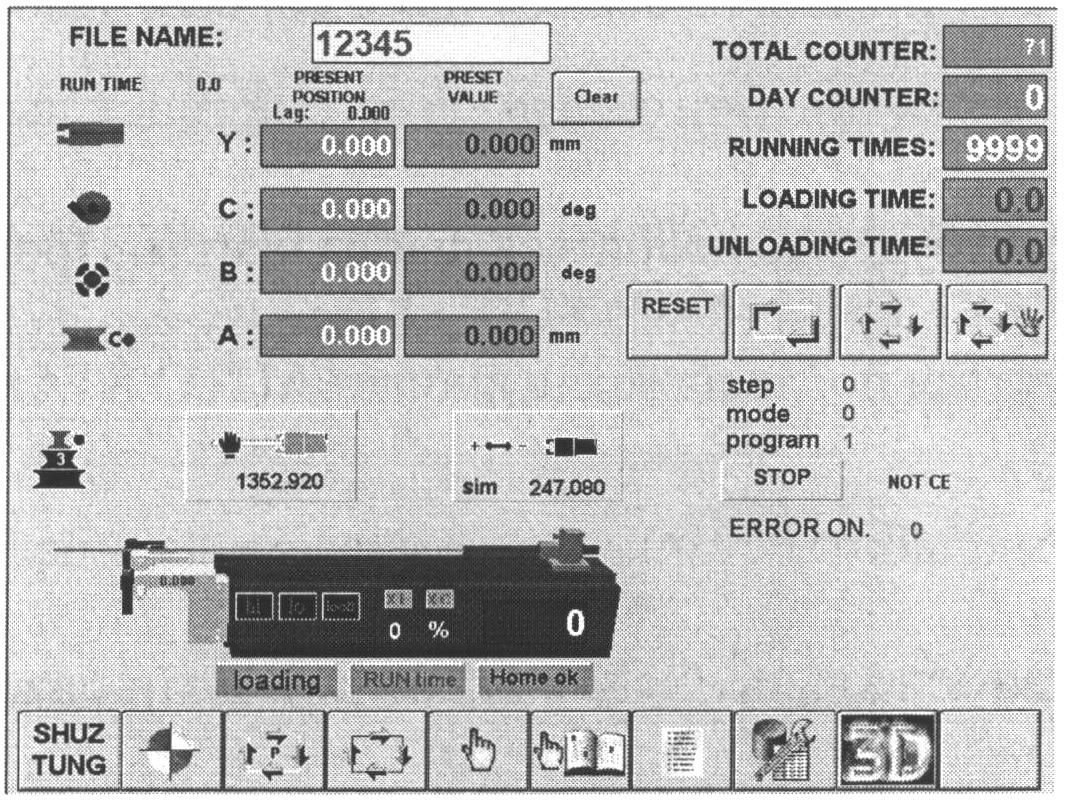
1. TOTAL COUNTER: Общий счетчик - счетчик, фиксирующий значения с момента выпуска на заводе (нельзя сбросить значения).
2. DAY COUNTER: Счетчик за день - счетчик ежедневных значений.
3. RUNNING TIMES: количество запусков.
4. Clear: Очистка - кнопка сброса значений.
5. LOADING TIME: Время загрузки - при установке режима |AUTO|, происходит автоматическое восстановление, начинается отсчет времени загрузки, после чего станок начинает выполнять операции автоматически.
6. UNLOADING TIME: Время разгрузки - по окончании механической процедуры начинается отсчет времени разгрузки, после чего станок автоматически перезагружается.
7. RESET: кнопка сброса.
-
8.
Переключатель режимов для пошагового выполнения операций / непрерывного цикла.
При выборе непрерывного цикла нажмите кнопку автоматического запуска, станок автоматически выполнит операцию. По окончании программы, когда все пресс-формы откроются, станок начнет подсчет времени разгрузки и затем автоматически выполнит сброс. После выполнения сброса станок начнет подсчет времени загрузки. По прохождении этого времени станок начнет автоматически непрерывно выполнять программу и останавливаться для следующей разгрузки/загрузки. Полная остановка наступит при достижении настройки времени работы, или при нажатии кнопки аварийного останова.
При выборе пошагового цикла нажмите кнопку автоматического запуска, станок начнет автоматически выполнять операцию. Когда программа будет закончена, станок установит способ сброса. Это может быть: RESET TYPE для выбора автоматического сброса: начинается подсчет времени разгрузки, а затем станок автоматически выполнит сброс, когда время разгрузки закончится. Это может быть: RESET TYPE для выбора ручного сброса: надо еще раз нажать кнопку автоматического запуска, затем станок выполнит сброс.
-
9.
AUTO START – процедура будет выполняться шаг за шагом.
10.
PAUSE – Приостановка выполнения операций. Если нажать AUTO START, станок продолжит выполнение операции.
Е. РУЧНОЕ УПРАВЛЕНИЕ (рис. 7)
|
|
Рис. 7 – Экран ручного управления |
|
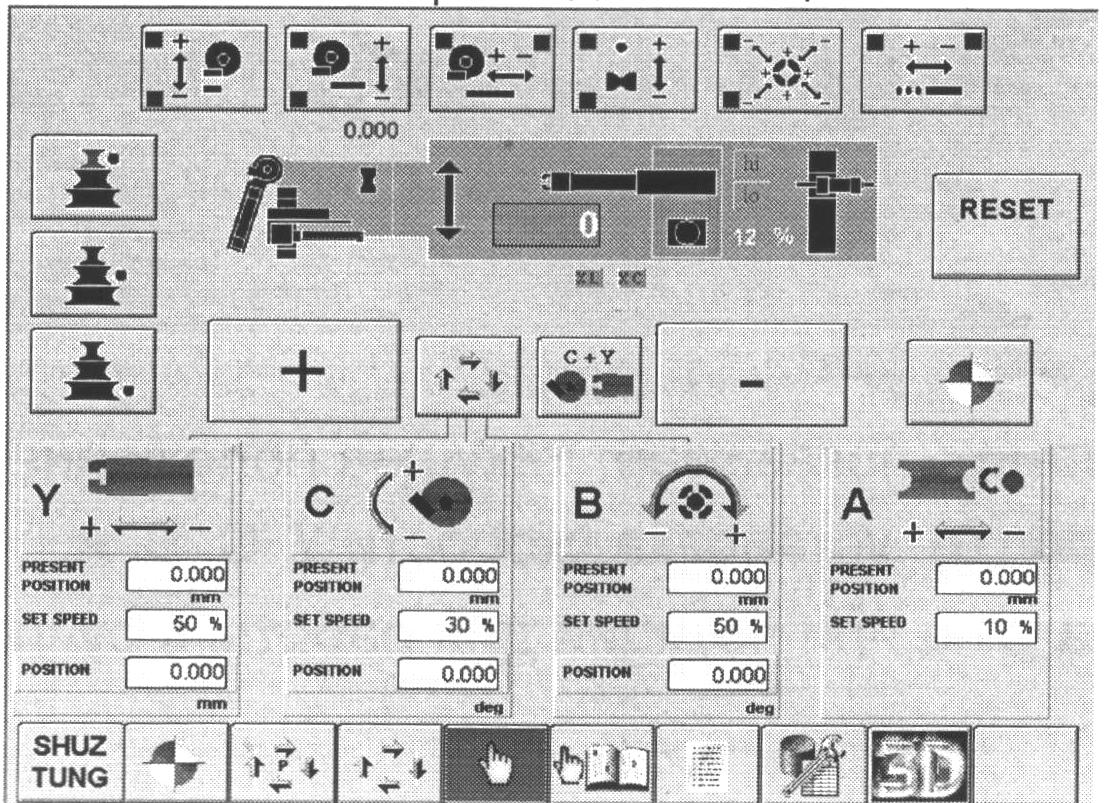
1. |
|
Клавиша отображения всех осей. Выполнение настроек для позиций Y, В, С, А. PRESENT POSITION: показывает текущее положение. SET SPEED – Установленная скорость: установка скорости Y, С, В, А. POSITION – Установка угла или позиции для работы в ручном режиме. |
|||
2. |
|
Верхний блок пресс-форм |
|||
3. |
|
Средний блок пресс-форм |
|||
4. |
|
Нижний блок пресс-форм. |
|||
5. |
RESET |
Функциональная клавиша для сброса условий, отклоняющихся от нормы. |
|||
6. |
|
Выбор
любой оси |
|||
7. |
|
Возможность выполнять одновременное движение вперед (подающая ось + гибочная ось). Скорость движения вперед - в соответствии с настройкой скорости гибочной оси, скорость оси подачи автоматически высчитывается ЭВМ. |
|||
8. |
|
Зажим / разжатие гибочного штампа |
11. |
|
Зажим / разжатие штампа давления |
9. |
|
Сжатие / разжатие цанги |
12. |
|
Штамп давления вперед / назад |
10. |
|
Суппорт вверх / вниз |
13. |
|
Дорн вперед / назад |
G. РЕЖИМЫ РАБОТЫ (рис. 8):
|
|
Рис. 8 – Режимы работы |
|

Режим <Y>.<C>.<B>: Вначале идет подача, затем гибка, затем вращение.
Режим <Y>.<С.В>: Вначале идет подача, затем одновременно движется ось гибки и происходит вращение.
Режим <Y.С>.<В>: Подача и гибка происходят одновременно, затем вращение.
Режим <Y.С.В >: подача, гибка и вращение происходят одновременно.
Режим <Y>.<C>.+.<B>: Если угол гиба меньше 90°, станок сделает автоматическое движение. Если установлен режим 4, станок вначале выполнит подачу, затем возврат консоли (гибка), затем отвод гибочного штампа.
Режим < R>: Прокатка через ролики, вначале подача вперед, затем возврат консоли.
Режим пробивки <PUNCH>: применяется для пробивки отверстий.
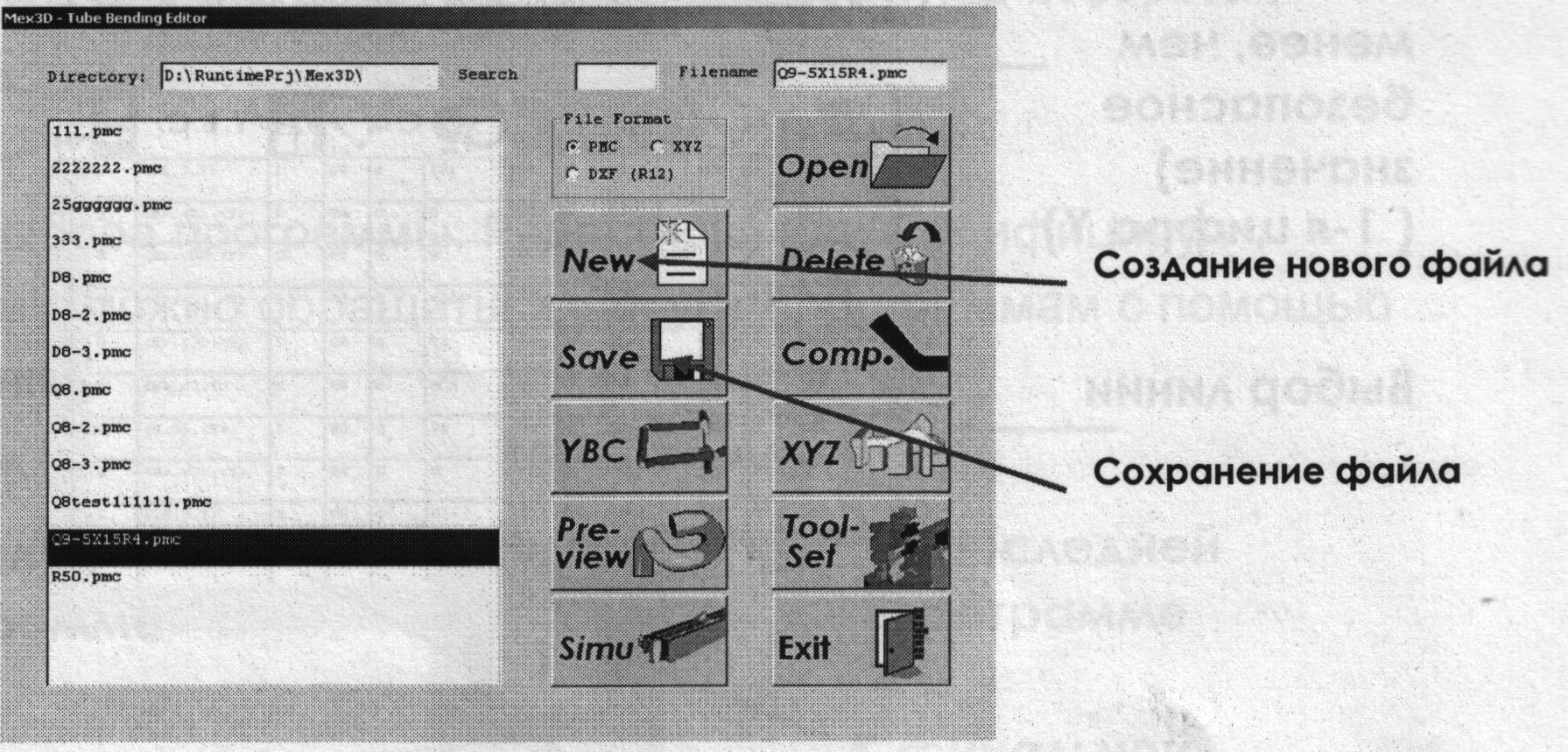
Н. РАБОТА В РЕЖИМЕ 3D (рис. 9)
|
Открыть файл Удалить
файл
Выход из окна
3D |
Рис. 9 – Работа в режиме 3D |
|
|
: отображение спецификации инструмента и установка цвета инструмента в режиме 3D симулятора. |
|
: страница редактирования длины подачи (Y), угла поворота (В), угла гибки (С), значения компенсации, скорости процесса, выбор гибочного штампа, выбор режима, установка дистанции от штампа (рис. 10). |
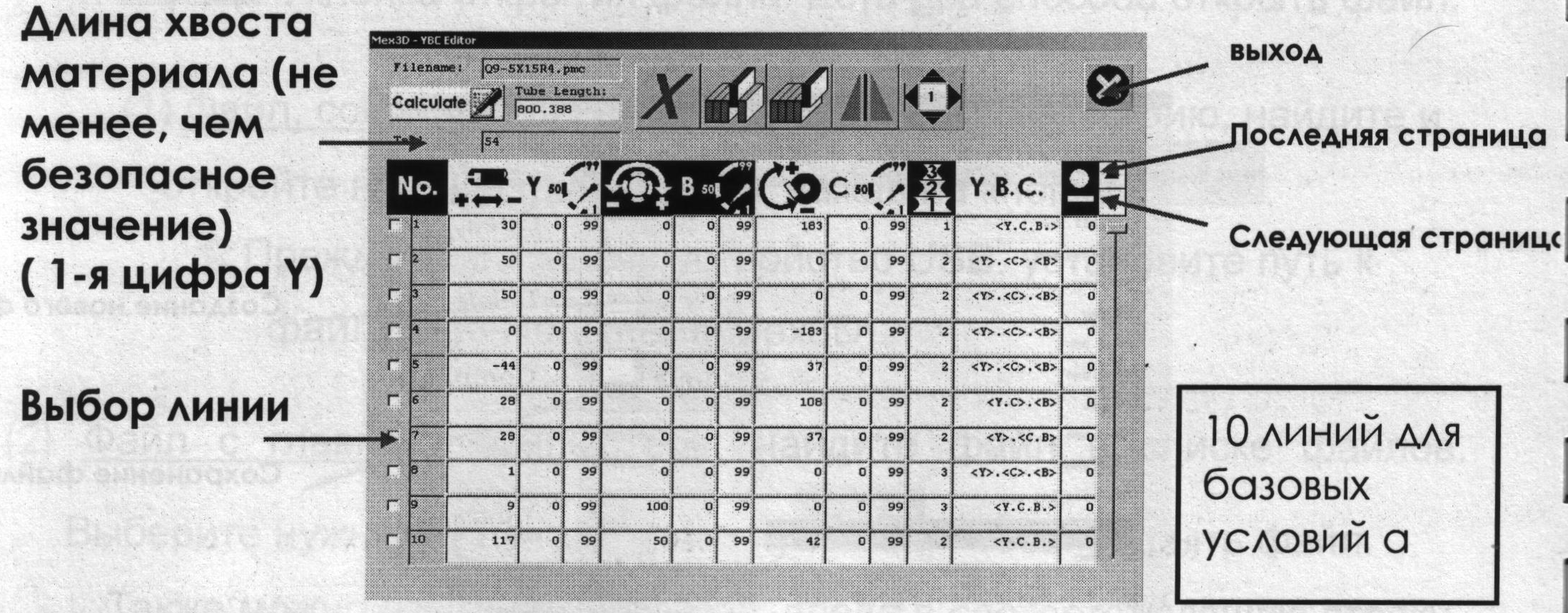
Рис. 10 – Страница редактирования
|
Кнопка удаления линий |
|
|
Кнопка ввода дополнительной линии сверху от выбранной |
|
|
Кнопка ввода дополнительной линии снизу от выбранной. При создании нового файла на странице редактора YBC с помощью этой функции можно создавать строки для ввода параметров. |
|
|
Кнопка зеркального отображения (после процесса зеркального отображения, положительные и отрицательные значения углов поворота изменятся). |
|
|
Кнопка выбора программы. Редактируя или модифицируя программу, можно обращаться к другим программам с помощью этой кнопки. |
|
|
Кнопка высчитывает позицию первой гибки (первое значение оси Y ) автоматически. Используется только для коротких труб. |
|
|
Кнопка выбора гибочного штампа. Нужный штамп устанавливается во всех строках ввода параметров. |
|
|
Кнопка установки последовательности действий. В каждую строку ввода параметров устанавливается соответствующий режим. |
|
|
Установка расстояния высвобождения трубы из штампа после гибки. Продвижения трубы вперед на небольшое расстояние. Эта функция используется для того, чтобы инструмент не бил по трубе во время обратного процесса гибки. |
|
|
Выберите файл, нажмите кнопку Ргеview. Затем вращайте модель, чтобы просмотреть ее со всех сторон (рис. 11). |
|
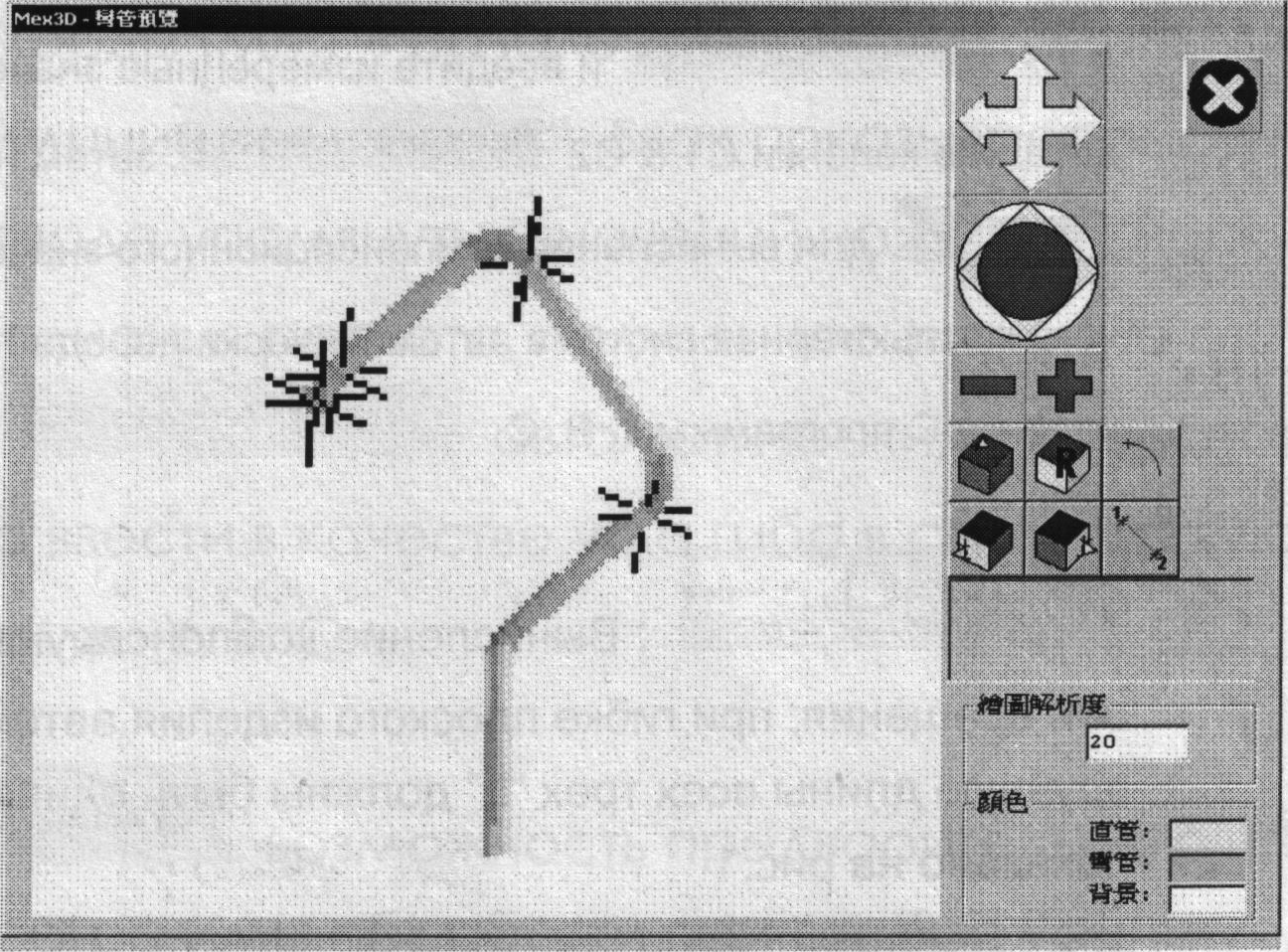
Рис. 11 – Предварительный просмотр модели гибки трубы
|
Возможность предварительного просмотра программы обработки при отображении условия столкновения детали со станком в 3D симуляции (рис. 12). |
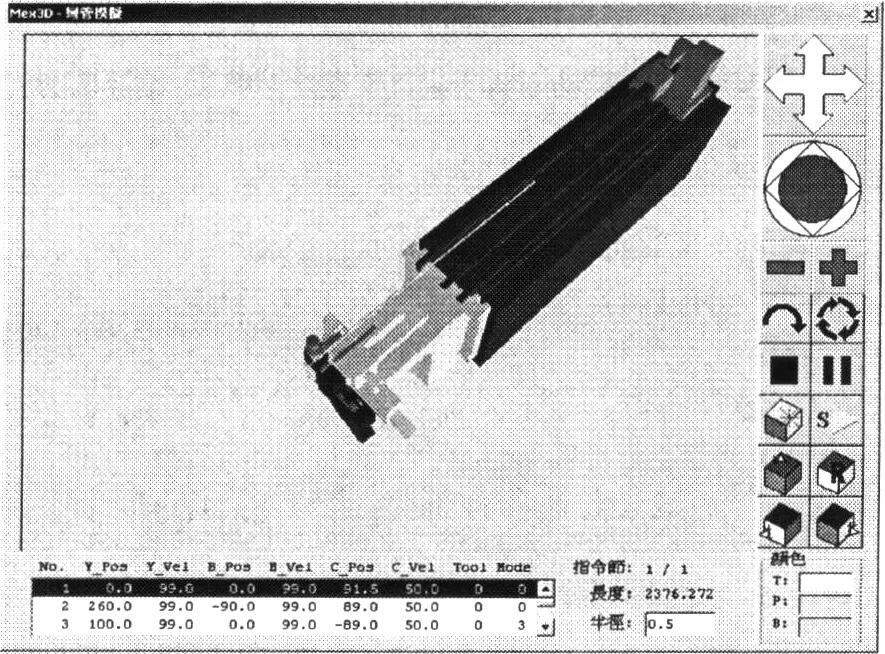
Рис. 12 - 3D-симуляция программы обработки при отображении условия столкновения детали со станком
|
: Однократное выполнение одного шага симуляции. |
|
: Автоматическое выполнение всего процесса симуляции от загрузки трубы до разжатия инструмента. |
|
: Остановить симуляцию: для прерывания симуляции и возврата к экрану загрузки разогнутой трубы. |
|
: Пауза симуляции. |
|
: Симулирует процесс и показывает столкновение. |
|
Рестарт симуляции: остановка симуляции и рестарт симуляции с начала. |
|
Если чертеж детали представлен в X.Y.Z координатах, выберите данную кнопку для ввода соответствующих параметров. |