

Методы чистовой обработки зубьев цзк: шевингование, холодное прокатывание зубьев. Контроль цзк.
ШЕВИНГОВАНИЕ
Наиболее распростр-й метод чистовой обработки незакаленных зубьев (HRCэ до 35…40).
Обработку осущ. шевером дисковым, реечным
Ширина канавки bк=1,8-2,1 мм
Глубина hк= 0,6-1 мм.
Материал Р18, HRCэ 62…65
Шевинг-е закл-ся в срезании тонких стружек толщиной от 0,01 до 0,05мм острыми кромками канавок шевера, во время движения обкатки обрабатываемого колеса с инструментом и возник. При этом относит скольжении профилей зацепляющих зубьев.

Параллельное шевингование
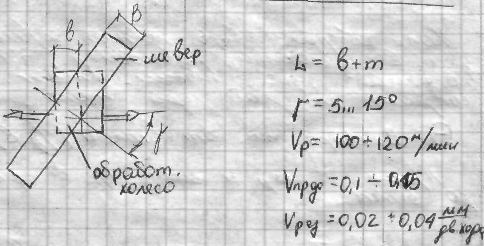
Колесо совершает возв-поступ движение вдоль оси и в конце каждого хода совершает радиальную подачу. Колесо свободно вращается на оправке в зацеплении с шевером.
Можно обр-ть ЗК любой ширины. В шевера не зависит от В колеса (В-ширина).
Недостатки: использ шевера не эффективно , те средняя обл длины зуба изнашивается более интенсивно.
Преим. в мелкосер производстве и при В>50мм – в КСпроизводстве.
Диагональное шевингование.
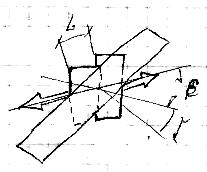
колесо совершает возв-пост перемещение под углом ε, изнашивание равномерное, те точки перемещаются по длине зуба, повыш стойкость шевера, сокращается длина раб хода стола, повыш произв-ть.
Недостатки: В шевера зависит от В колеса (через ε)
Преим. в серийном и массовом производстве для колес до 50мм .
Тангенциальное шевингование (касательное)
Движение подачи перпендикулярно оси колеса тангециально шеверу.
Тк отсутствует продольная подача, то для реализации движения скольжения реж кромок зубцы шевера располагают по винтовой линии относительно торца шевера.
шевингование вып за за один двойной ход, при А=const.
Недост: Вшев>Вкол, шевер выше чем в предыдущем методе.
Применяют узкие зубчатые венцы и блочные колёса с закрытыми венцами.
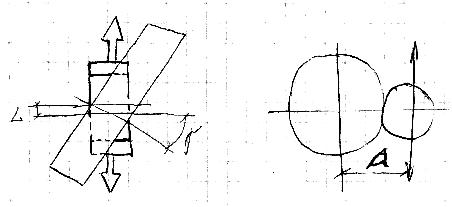
Врезное шевингование

движение подачи радиально шеверу (перпендикулярно оси), режущие зубцы выполнены по винтовой линии,произв-ть в 2-4 раза выше, чем диагон.
Недост: Вшев>Вкол, шевер выше
Прим в массовом произ-ве при Вкол ≤10мм и m≤5мм.
Холодное прикатывание зубьев
Предн для чист об-ки ЦЗК с m<1мм. В отличии от шевингования об-ка осущ без снятия стружки путем деформации металла в холодном состоянии.
Заготовку обкатывают обычно двумя накатниками, вып в виде зк расположенных на параллельных осях.
По мере прокатки расстояние между их осями уменьшается. При достижении требуемого размера прикатывание прекращается.
Процесс обеспечивает повышение производительности в 2-3 раза, Шер Rа 0,32 мкм, повыш точности профиля зуба. Время прокатки одного колеса ≈ 15сек.
Недост: точность зк перед прикатыванием д б выше, а припуск в 2 раза меньше, чем перед шевингованием.
Контроль з к
Осущ в 2 этапа: до зубообработки и после зубообработки.
Контроль до обработки:
1 биение торцев, биение по наружн-м цил-м пов-тям (индикаторные приспособления).

2 ширина шлицевого паза – шаблон предельный. Больший диаметр – пробка шлицевая предельная. Диаметр малого отв-я – пробка предельная или измерит-е инструменты. Относительное расположение шлицев – шлицевый комплексный калибр.
Контроль после обработки:
1 колебание измерительного межцентрового расстояния
а) за один оборот колеса
б) на одном зубе

набор для контроля зк: МЦМ -160, МЦМ-320
2 длина общей нормали:
нормамер, скоба индикаторная, микрометр для измерения длины общей нормали, прибор для контроля углового шага.
3 радиальное биение зубчатого венца:
прибор для контроля
4 шаг зацепления - шагомер
5 равномерность окружного шага – прибор для контроля равномерности окружного шага- проверяется отклонение от шага между парами зубьев по 2-м сторонам.
6 толщина зуба по нач окружности: штангензубомер.
7 правильность зацепления – по отпечатку при обкатке с эталонным колесом, по шуму с помощью спец приборов на контрольно-обкатном станке.
Вопрос № 22