

5.2.4 Плавка чугуна в дуговых электрических печах
Конструкция дуговых печей
Для плавки чугуна применяют трехфазные сталеплавильные дуговые печи с зависимой дугой, в которых электрическая дуга образуется между электродами и металлом. Отечественная промышленность выпускает трехфазные дуговые печи емкостью от 0,5 до 75 тонн. Дуговые печи маркируются буквенным шифром ДСП, что означает «дуговая сталеплавильная печь», далее после тире, указывается номинальная емкость печи в тоннах. Схема дуговой печи представлена на рисунке 2.
Через свод 1 печи проходят три графитовых электрода 2, расположенные равномерно вокруг вертикальной оси печи. Между каждой парой электродов горит дуга прямого действия, замыкающаяся через металл. Печи имеют автоматическую систему перемещения электродов, поддерживающую заданную длину дуги в каждой из фаз. Электроды диаметром до 550 мм и длиной до 1800 мм имеют резьбовые отверстия в торцах. По мере сгорания нижних частей электродов их наращивают, для чего в верхнюю часть работающего электрода ввинчивают соединительный графитовый ниппель, а в него навинчивают новый электрод. Печи малой емкости загружают через рабочее окно 3, а большой емкости сверху, при этом свод приподнимается и поворачивается в сторону или печь выезжает из-под него. Для слива шлака печь наклоняют в сторону рабочего окна, для выпуска металла – в сторону выпускного отверстия 4.
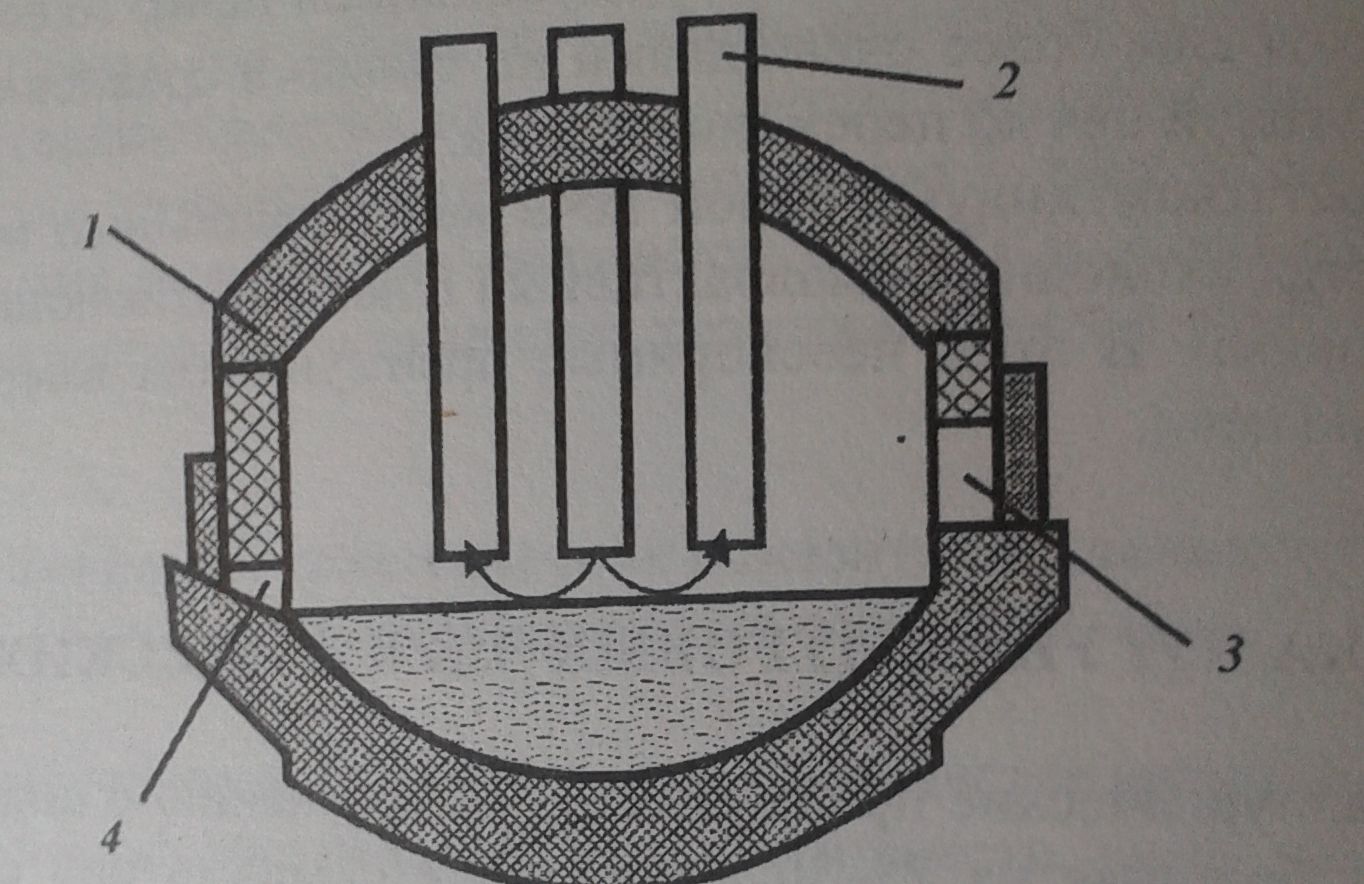
Рисунок 2 – Схема дуговой электропечи переменного тока:
1 - свод; 2 – электроды; 3 – рабочее окно; 4 – выпускное отверстие.
Технология плавки
Существуют две разновидности процесса плавки чугуна в дуговой электропечи – основной и кислый. Основной процесс применяется для получения чугуна с пониженным содержанием серы и позволяет использовать любые шихтовые материалы. Он протекает с большим расходом электроэнергии, так как связан с наведением шлаков и большей продолжительностью плавки. Кислый процесс применяют, когда нет необходимости в получении чугуна с очень низким содержанием серы, и, как правило, используют некондиционную шихту.
В сравнении с вагранкой и индукционными электропечами дуговая электропечь имеет ряд принципиальных металлургических отличий. Во-первых, это наличие активного шлака и возможность менять его свойства в широких пределах. Во-вторых, наличие зон с высоким перегревом и относительно большим градиентом температур. В-третьих, влияние огнеупорной футеровки в дуговой электропечи значительно больше, чем в вагранке и индукционных печах. Эти обстоятельства оказывают влияние на угар компонентов шихты, содержание газов и неметаллических включений в выплавленном чугуне.
Поскольку плавка идет под слоем шлака, прямое окисление углерода кислородом имеет практическое значение только в период проплавления колодцев под электродами. До 75% всего выгорающего углерода удаляется в этот период.
Процесс плавки чугуна начинается с загрузки шихты. Перед каждой плавкой проводят мелкий ремонт футеровки путем заправки подины и откосов сразу после выпуска металла предыдущей плавки. В образовавшиеся углубления на подине и откосах забрасывают смесь, состоящую из, масс.%:90-92 кварцевого песка, 5-6 жидкого стекла и 3-4 воды.
Загрузив шихту, закрывают свод, опускают электроды при включенном напряжении до контакта с шихтой. После появления устойчивой дуги включают трансформатор на высшую степень мощности. В шихте проявляются глубокие «колодцы» под электродами. В этот период печь работает с максимальным КПД, так как излучение дуги поглощается стенками «колодца», сильным шумом до 100 дБ и выделением большого количества дыма. По мере расплавления куски шихты сталкивают в образовавшиеся колодцы.
При проявлении жидкого металла на его поверхности наводят шлак. Для этого в кислых печах используют кварцевый песок с небольшими добавками извести до известняка. Шлак должен иметь невысокую вязкость, а после затвердевания иметь плотный зеленоватый излом. Черный цвет и пузырчатый излом шлака свидетельствуют о повышенном содержании FeO. Такой шлак надо раскислить или частично скачать и тогда навести новый. Основной шлак в печах с основной футеровкой получают при добавке около 3% известняка от массы шихты.
После полного расплавления бурт пробу на химический анализ, а мощность снижают (печь переключают на вторую ступень) во избежание перегрева и оплавления стен и свода печи открытой дугой. Перегрев чугуна до заданной температуры происходит неравномерно – под электродами температура существенно выше, чем у откосов печи. Для выравнивания температуры и химического состава металла по объему ванны в печах емкостью более 20 т часто применяют электромагнитное перемешивание. В этот период плавки значительная часть энергии, излучаемой дугой, передается своду и стенкам печи.
Контроль температуры
Наиболее мобильный экспресс-контроль качества чугуна – это контроль температуры, который может осуществляться несколько раз в процессе плавки, а при отливке деталей ответственного назначения обязательно при выпуске чугуна и заливке формы. Наиболее достоверные результаты дает замер температуры контактным методом с помощью термопар погружения.
Термопара состоит из двух разнородных термоэлектродов в виде проволоки, при нагреве в местах соединения которых возникает ЭДС, которая фиксируется в виде показаний температуры на регистрирующем приборе. Для замера температуры чугуна применяют термоэлектроды из платины и пластина с 10% родия (П/ПР10), платинородиевых сплавов (ПР30/ПР6). Рабочий диапазон измерений этих термопар до 1800◦С. Из-за дороговизны термоэлектроды, содержащие платину, заменяют вольфрамрениевыми (ВР5/ВР20).
При замере температуры в больших печах и ковшах, когда трудно удержать термопару с небольшим погружением в металл (в пределах длины кварцевого колпачка), используют сменный термоэлектрические преобразователи.
Современные оптические пирометры обеспечивают высокую точность измерения температуры.