

9 Подготовка поля для работы мта.
Подготовка поля включает выполнение следующих операций: определение размера поля и поворотных полос, выбор способа движения и вида поворотов МТА, определение оптимальных размеров загонов и их качества, провешивание линий первых проходов агрегата согласно выбранному способу движения, прокладывание внутренних контрольных борозд на поворотных полосах поля и др.
Определяем размеры поля:
F=L·A га, откуда А=F·10000/L, где
F – площадь поля, га,
L – длина участка (гона),м,
A – ширина участка, м
Например, оптимальный размер загона рассчитывается как:
Сопт=![]() , (м)
, (м)
где R0–радиус поворота агрегата, м (прил. 22);
Lр – рабочая длина участка, м.
В зависимости от состава агрегата и вида поворота ширина поворотной полосы (Е) равна:
Е´=3∙R0 + l (м) — при петлевых поворотах;
Е´=1,5∙R0 + l (м) — при беспетлевых поворотах,
где Е´– предварительная ширена поворотной полосы, м,
l – длины выезда агрегата, м.
Для прицепных агрегатов l=(0,40…0,75)·lк, навесных l=0,30·lк
Для простых МТА: lк=lт+lм
сложных МТА без сцепки: lк=lт+lм1+lм2
сложных МТА со сцепкой: lк=lт+lсц+lм1+lм2
где lк — кинематическая длина агрегата, м (прил. 15-21);
lт — кинематическая длина трактора, м (прил. 23);
lм — кинематическая длина сельскохозяйственной машины, м (прил. 23);
lсц — кинематическая длина сцепки, м (прил. 23).
Количество проходов агрегата по поворотной полосе: К=Е´/Вр .
Полученное значение округляется до ближайшего большего целого числа, а ширина поворотной полосы во всех случаях должна быть кратной ширине захвата агрегата:
Е=К∙Вр, где К — целое число.
У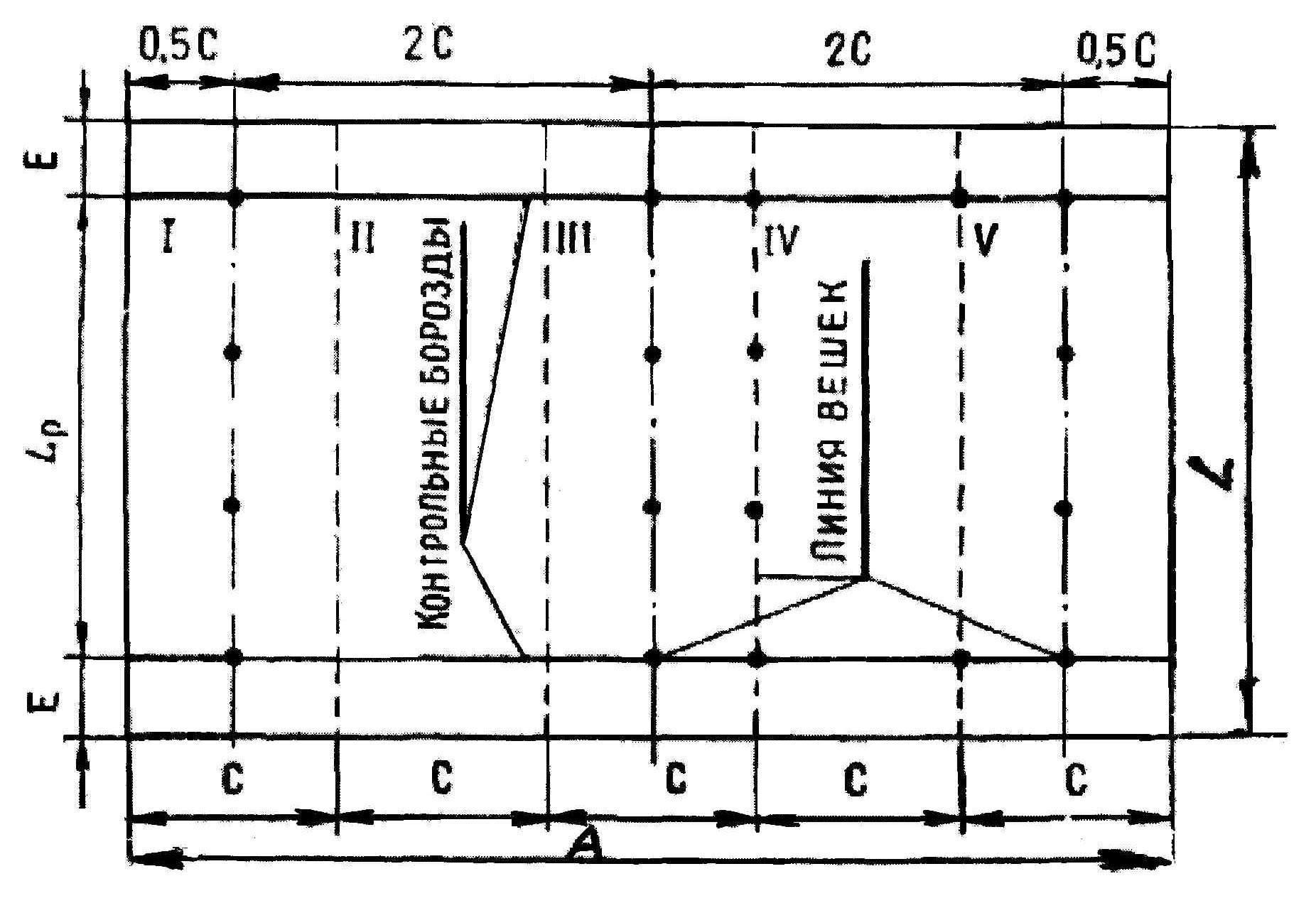 казываются
мероприятия, способствующие выравненности
поля, устранению препятствий, ухудшающих
качество выполнения операции.
казываются
мероприятия, способствующие выравненности
поля, устранению препятствий, ухудшающих
качество выполнения операции.
Рисунок 8 - Схема разбивки и разметки поля на загоны.
Рабочая длина участка: Lр=L-2Е
L – длина поля (участка), м;
Lр – рабочая длина участка, м;
Е – ширина поворотной полосы, м;
C – ширина загона, м;
А – ширина поля, м.
Способы движения агрегатов можно разделить на гоновые, круговые и диагональные: отдельные группы имеют разновидности.
В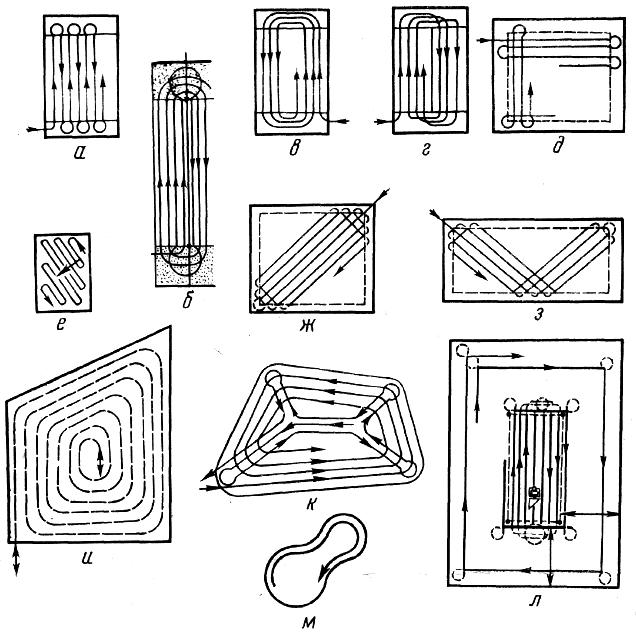 ыбор
способа движения агрегата определяется
выполняемым технологическим процессом,
особенностями агрегата, подготовкой
поля и т. д. Наиболее распространенные
способы движения показаны на рисунке
9 и 11.
ыбор
способа движения агрегата определяется
выполняемым технологическим процессом,
особенностями агрегата, подготовкой
поля и т. д. Наиболее распространенные
способы движения показаны на рисунке
9 и 11.
Рисунок 9 - Способы движения агрегатов.
Гоновые способы — челночный (а), всвал (6), вразвал (в), перекрестный (д), перекрытием (г) — применяются на вспашке, культивации, посеве, внесении удобрений, уборке хлебов.
Диагональные способы — челночный (е) и поперечные (ж, з) - применяются при дисковании, бороновании, прикатывании и др.
Движения вкруговую — от центра к периферии (и, л), от периферии к центру (и, к) и по контуру участка (м) - применяются на уборочных работах. Способ (и) может быть использован при бороновании. Способ (к) с предварительными прокосами на поворотах агрегата применяется при уборке хлебов. На вспашке способ движения от центра к периферии (и) называют беззагонно-круговым. Круговым движением по контуру участка (м) обрабатывают небольшие участки при снегозадержании, бороновании, зяби, кошении трав, комбайновой уборке.
Виды поворотов. Различают повороты на 90 и 180°. Повороты на 90° применяют при круговых и диагонально-перекрестных способах движения.
П овороты
на 180° бывают петлевыми и беспетлевыми.
Наиболее распространенные виды
поворотов показаны на рис. 10. Холостые
заезды и повороты являются
непроизводительной работой агрегата
и составляют от 5 до 15% общего пути,
проходимого агрегатом.
овороты
на 180° бывают петлевыми и беспетлевыми.
Наиболее распространенные виды
поворотов показаны на рис. 10. Холостые
заезды и повороты являются
непроизводительной работой агрегата
и составляют от 5 до 15% общего пути,
проходимого агрегатом.
Рисунок 10 - Виды поворотов.
Повороты на 180° Беспетлевой: - по окружности а - с прямым участком б Петлевой - грушевидный в - восьмеркой г Сдвоенно-петлевой д Срезанная петля: - открытая е - закрытая ж |
Повороты на 90° Беспетлевой з Открытая петля и Закрытая петля к Петля с задним ходом л |
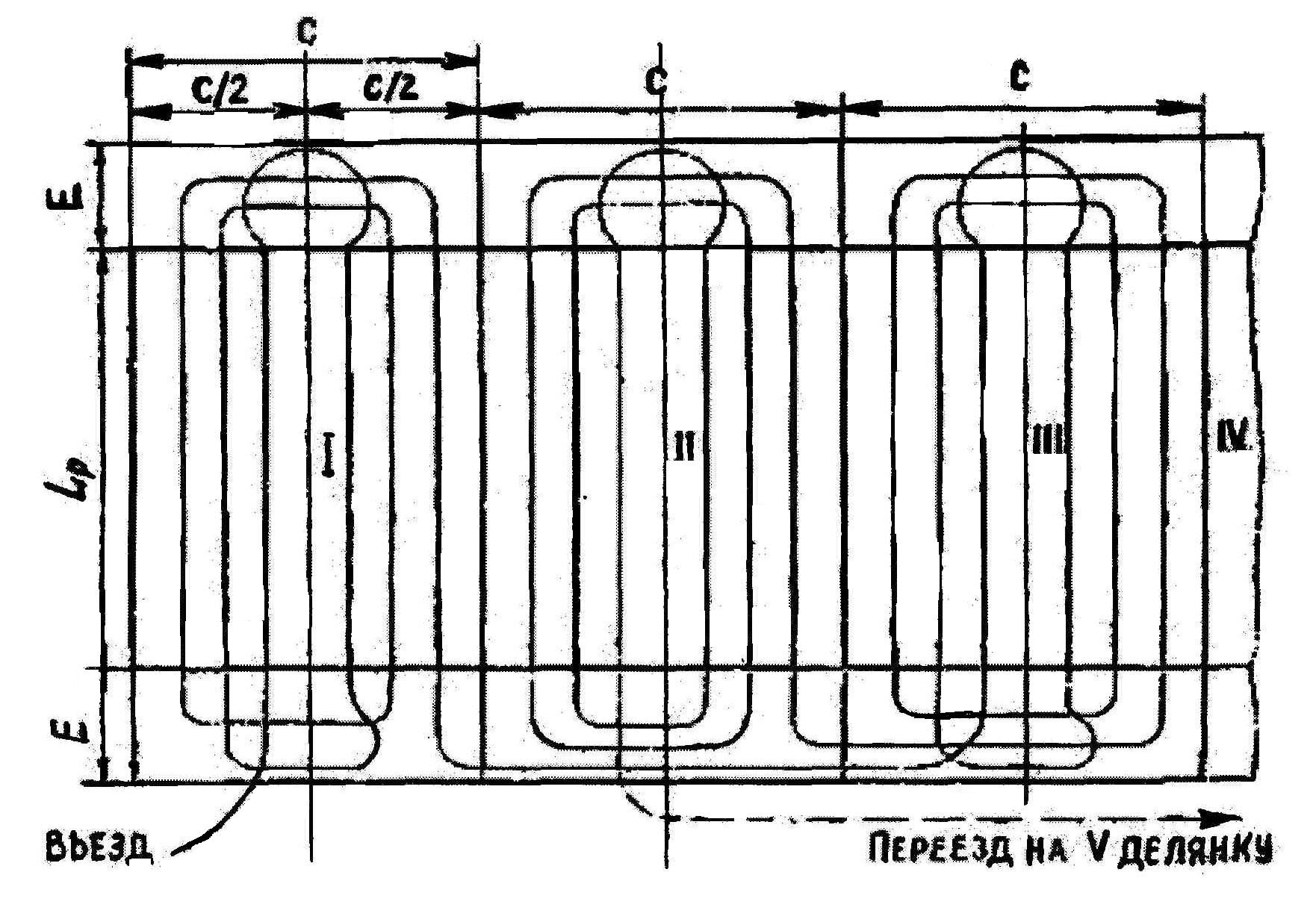
Рисунок 11- Схема движения при вспашке с чередованием загонов всвал и вразвал (порядок обработки загонов I-III-II-V-IV).