

Требования к оформлению технологической документации
В зависимости от условий производства (единичное, мелкосерийное, среднесерийное, массовое) существует:
М
 аршрутное
Описание ТП
аршрутное
Описание ТПМаршрутно-операционное
Операционное на маршрутных картах (сводный документ).
Операционное описание, как сводный документ, включает адресную информацию:
Номер цеха, участка, рабочего места;
Наименование операции: перечень документов по операции, оборудованию, трудозатраты.
Оформление карты технологического процесса
На каждый процесс литья разрабатывают карты технологической информации (КТИ). Где указывают номер чертежа детали, массу отливки, массу жидкого сплава на отливку и литниковую систему, марку сплава, состав шихты (смесь для выплавки сплава), температура заливки, режим охлаждения отливки, термообработка, способ изготовления формы, содержание операции с указанием инструмента, оборудование, правило контроля первой отливки, норма времени и разряд работы.
Помимо КТИ составляются карты эскизов. Чертеж отливки выполняется на копии чертежа детали, при этом указываются:
Синий → плоскость разъема модели и формы, контуры стержня;
Красный → литниковая система;
Зеленый → холодильник;
Красный → припуск + напуск;
Коричневый → линия разъема объемных частей модели.
Также наносят: литейные уклоны, направления набивки.
Комплект технологических документов по гост 3.140-85
Титульный лист ГОСТ 3.1105-84;
Маршрутная карта ГОСТ 3.1118-82;
Карта эскизов (рис. 44);
Карта технологической информации (для каждого способа литья своя);
Операционная карта;
Ведомость технологических документов;
Ведомость стержней;
Технологические инструкции.
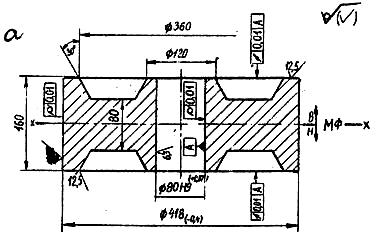
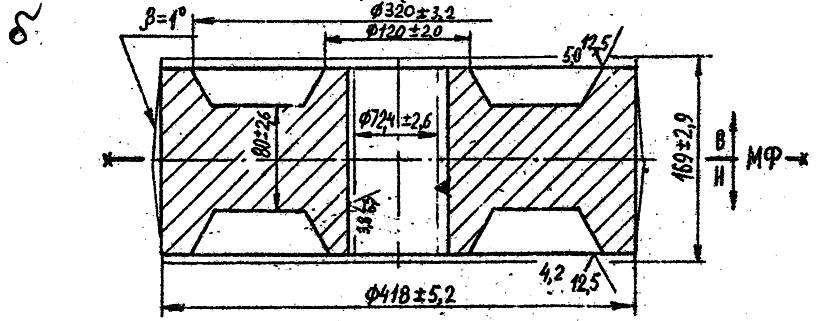
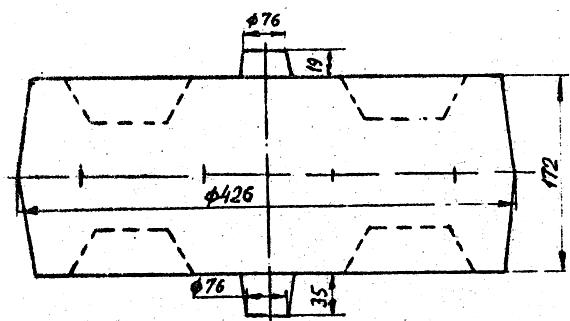
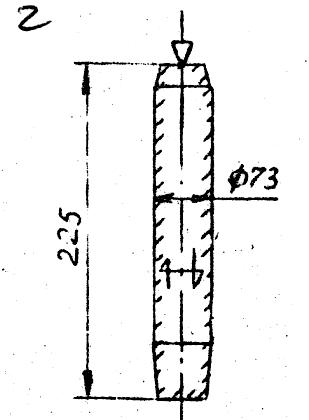
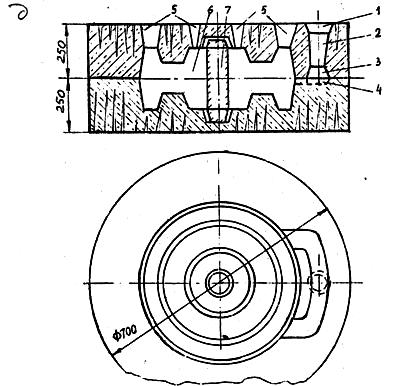
Рис.
44. Карта эскизов: а
чертеж детали
 ;
б
чертеж
отливки для детали "Диск"; в
модель;
г
стержень;
д
литейная
форма
;
б
чертеж
отливки для детали "Диск"; в
модель;
г
стержень;
д
литейная
форма
 Mɸ
Mɸ разъем модели
и формы; ▲
базы
измерения;
разъем модели
и формы; ▲
базы
измерения;
Литниково-питающая система: 1 литниковая чаша; 2 стояк; 3 шлакоуловитель; 4 питатель; 5 прибыль; 6 форма; 7 стержень
Особенности производства отливок с учетом фактора технологичности применяемого сплава
Отливки из серого чугуна.
Наиболее технологичны по литейным свойствам сплава (низкая усадка, высокая жидкотекучесть), дешевый. Механические свойства достигаются комбинацией дисперсности (размерности) металлической фазы и графита. Графит одновременно повышает виброустойчивость, нечувствительность к надрезам и выполняет роль смазки при обработке резанием.
Необходимо учитывать при конструировании тонких стенок (t = 3 мм) возможность отбеливания структуры (образование цементита вместо графита).
Достигать максимальную равномерность по толщине стенок, с целью исключения усадочной пористости и отбела.
В общем случае микроструктура и свойства отливок регулируют операцией – модифицирование расплава, т.е. добавкой тугоплавких пылевидных частиц при заливке металла.
Отливки из ковкого чугуна.
Толщина стенок t = 3…50 мм. Ввиду более низкого содержания углерода снижается жидкотекучесть, поэтому в термических узлах необходимо устанавливать усадочные питатели.
В отливках из высокопрочных чугунах необходимо также устанавливать усадочные питатели.
Стальные отливки.
Имеют худшие литейные свойства. Жидкотекучесть в два раза ниже чем у чугунов, Ԑл = 2,5% (у серого чугуна Ԑл = 1%). Сталь склонна к газопоглощению. Необходимо уменьшать протяженность стенок ввиду низкой жидкотекучести.
Для уменьшения внутренних напряжений при кристаллизации "стенки разрушают" полостями или окнами. У легированных сталях дополнительное снижение жидкотекучести ввиду наличия таких легирующих элементов (хром, титан, алюминий, ванадий). По сравнению с чугунами припуски на механическую обработку увеличены.
Массивные элементы отливок дополнительно питаются прибылями, масса которых может достигать 0,5÷0,7 массы отливок. Одновременно с этим толщина стенок принимается больше, чем у чугунных отливок.
Отливки из алюминиевых сплавов.
Наиболее технологичные сплавы – силумины, система легирование: Al – Si. Обладает высокой трещиноустойчивостью, жидкотекучестью и низким коэффициентом линейной усадки.
При конструировании отливок необходимо избегать разнотолщинности в виду невысокого значения модуля Юнга (Е), поэтому для обеспечения жесткости конструкции необходимо выбирать стенки с большим моментом инерции сечения (тавр, двутавр, короб). Одновременно используя ребра жесткости.
Отливки из магниевых сплавов
Для получения плотных отливок используются прибыли и холодильники. В виду возгорания металла в формовочные смеси добавляют серну и борную кислоту.
Стояк литниковой системы используют змеевидной формы для торможения потока металла. Жидкую струю дополнительно обрабатывают серой и борной кислотой. Образующие пары и газы защищают расплав от возгорания.