

Типи посадок. Граничні зазори і натяг. Допуск посадки
Унаслідок коливання розмірів деталей при виготовленні значення зазорів і натягу при складанні деталей також коливатимуться. Дійсним зазором або дійсним натягом називаються відповідно зазор або натяг, визначені різницею дійсних розмірів отвору і вала за формулами (1) і (2). У з’єднаннях, де необхідний зазор, дійсний зазор повинен бути між двома граничними значеннями, що називаються найменшим і найбільшим зазорами (Smax і Smin), які визначаються виходячи із службового призначення з’єднання. Відповідно в з’єднаннях, де необхідний натяг, дійсний натяг повинен перебувати між двома граничними значеннями, що називаються найменшим і найбільшим натягом (Nmax і Nmin), який визначається, виходячи із службового призначення з’єднання.
Граничні зазори або натяги кресленнями безпосередньо не встановлюються. Для того, щоб забезпечити незалежне виготовлення деталей з’єднання, а при складанні отримати зазори або натяги в потрібних межах без додаткової підгонки або регулювання деталей, конструктор повинен призначити посадку у вигляді певного поєднання полів допусків отвору й вала. При призначенні посадок номінальний розмір для отвору і вала, складових з’єднання, є загальним (однаковим) і називається номінальним розміром з’єднання (dнз=Dн=dн). Граничні зазори і натяги в посадці в цьому випадку можуть бути розраховані як за різницею граничних розмірів отвору і вала, так і за різницею їх граничних відхилень.
Залежно від взаємного розташування полів допусків отвору і вала розрізняють посадки трьох типів: із зазором, натягом і перехідні.
Посадкою із зазором називається посадка, при якій забезпечується зазор в з’єднанні. У посадці із зазором поле допуску отвору розташоване над полем допуску вала (рис. 5). Для посадок із зазором:
Smin=Dmin-dmax=EI-es; (21)
Smax=Dmax-dmin=ES-ei. (22)
Значення Smin іноді називають «гарантованим зазором». До посадок із зазором належать також і так звані ковзаючі посадки, у яких нижня межа поля допуску отвору збігається з верхньою межею поля допуску вала. Для них Smin=0.
Посадкою з натягом називається посадка, при якій забезпечується натяг в з’єднанні. У такій посадці поле допуску отвору розташоване під полем допуску вала (рис. 6). Для посадок з натягом:
Nmin=dmin-Dmax=ei-ES; (23)
Nmax=dmax-Dmin=es-EI. (24)
Допуск натягу
TN=Nmax-Nmin=(es-ei)+(ES-EI)=TD+Td. (25)
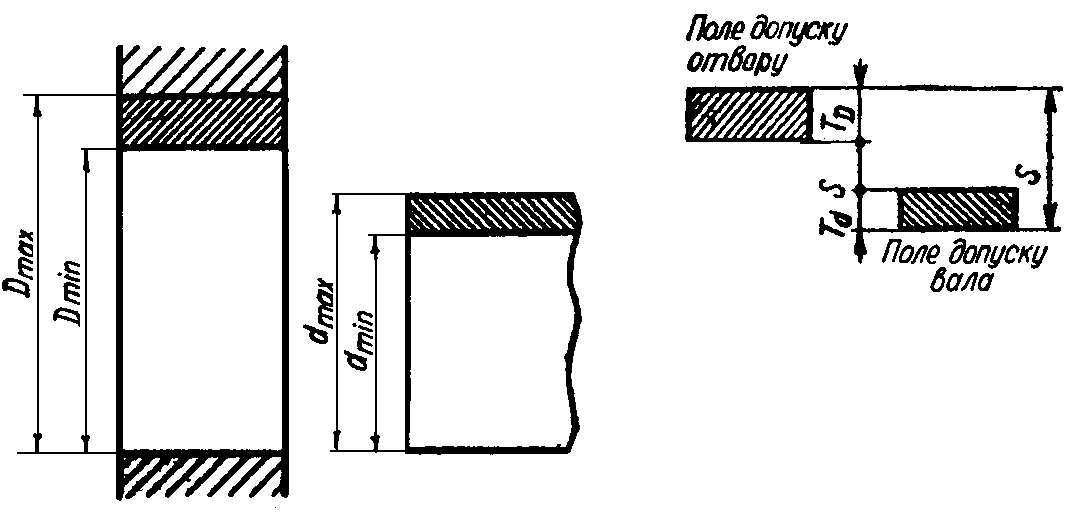
Рис. 5. Розміщення полів допусків для посадки з зазором
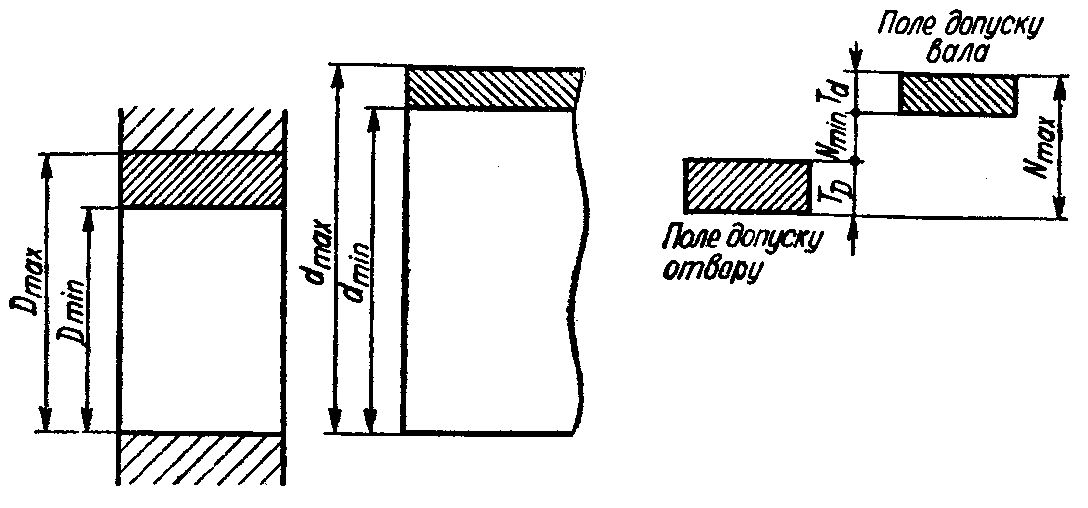
Рис. 6. Розміщення полів допусків для посадки з натягом
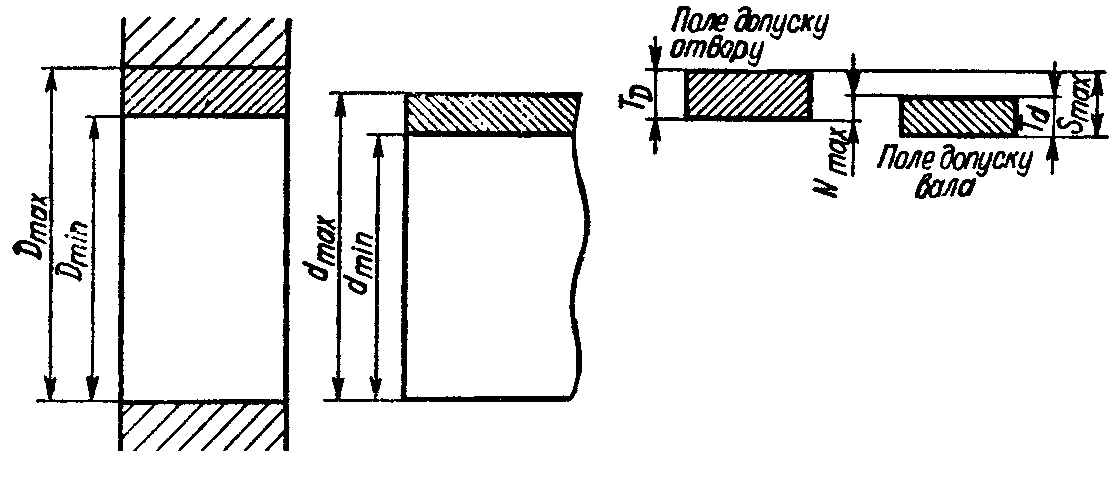
Рис. 7. Розміщення полів допусків для перехідної посадки
Перехідною посадкою називається посадка, при якій можливе отримання як зазору, так і натягу. У такій посадці поля допусків отвору і вала повністю або частково перекривають один одного (рис. 7). Перехідні посадки характеризуються найбільшими значеннями натягу і зазору:
Nmax=es-EI; (26)
Smax=ES-ei. (27)
Найбільший зазор перехідної посадки часто подають у вигляді від’ємного найменшого натягу, тобто:
Nmin=-Smax=ei-ES. (28)
Допуск посадки (допуск натягу або допуск зазору) для перехідної посадки:
TN=TS=Nmax-Nmin=Smax-Smin=(ES-EI)+(es-ei)=TD+Td. (29)
Отже, для будь-якої посадки, незалежно від її типу, допуск посадки є сумою допусків отвору і вала, які складають з’єднання.
При розрахунку і виборі посадок конструктора можуть цікавити не тільки граничні зазори і натяги, але і середні, зазвичай найбільш вірогідні, зазори й натяги.
Середній зазор є середнім арифметичним між найбільшим і найменшим зазорами:
Sc=0,5(Smax+Smin), (30)
або
Sc=Ec-ec. (31)
Середній натяг є середнім арифметичним між найбільшим і найменшим натягом:
Nc=0,5(Nmax-Nmin), (32)
або
Nc=ec-Ec. (33)
У перехідних посадках середній натяг розраховують за формулами:
Nc=0,5(Nmax-Nmin)=0,5(Nmax-Smax), (34)
або
Nc=ec-Ec (35)
(результат із знаком мінус означатиме, що середнє значення для посадки відповідає зазору).