

1.1.9 Статистична характеристика якості продукції
Нехай деяка технологічна система здійснює безперервний випуск продукції, наприклад цех гумових виробів для високовольтних повітряних вимикачів виготовляє гумові ущільнення. Якість продукції, що випускається,
Таблиця 5 - Квантілі uр нормованого нормального розподілу для різних Р
р
|
uр
|
р
|
uр
|
р
|
uр
|
p
|
uр
|
0,50
|
0,000000
|
0,70 |
0,524401 |
0,90 |
1,281552
|
0,9830 |
2,120072 |
0,51 |
0,025069 |
0,71 |
0,553385 |
0,91 |
1,340755 |
0,984 |
2,144411 |
0,52 |
0,050154 |
0,72 |
0,582842 |
0,92 |
1,405072 |
0,985 |
2,170090 |
0,53 |
0,075270 |
0,73 |
0,612813 |
0,93 |
1,475791 |
0,986 |
2,197286 |
0,54 |
0,100434 |
0,74 |
0,643345 |
0,94 |
1,554774 |
0,987 |
2,226212 |
0,55 |
0,125661 |
0,75 |
0,674490 |
0,95 |
1,644854 |
0,988 |
2,257129 |
0,56 |
0,160969 |
0,76 |
0,706303 |
0,96 |
1,750686 |
0,989 |
2,290368 |
0,57 |
0,176374 |
0,77 |
0,738847 |
0,97 |
1,880794 |
0,990 |
2,326348 |
0,58 |
0,201893 |
0,78 |
0,772193 |
0,971 |
1,895698 |
0,991 |
2,365618 |
0,59 |
0,227545 |
0,79 |
0,806421 |
0,972 |
1,911036 |
0,992 |
2,408916 |
0,60 |
0,253347 |
0,80 |
0,841621 |
0,973 |
1,926837 |
0,993 |
2,457263 |
0,61 |
0,279319 |
0,81 |
0,877896 |
0,974 |
1,943134 |
0,994 |
2,512114 |
0,62 |
0,305481 |
0,82 |
0,915365 |
0,975 |
1,959964 |
0,995 |
2,575829 |
0,63 |
0,331853 |
0,83 |
0,954165 |
0,976 |
1,977368 |
0,996 |
2,652070 |
0,64 |
0,358459 |
0,84 |
0,994458 |
0,977 |
1,995393 |
0,997 |
2,747781 |
0,65 |
0,385320 |
0,85 |
1,036433 |
0,978 |
2,014091 |
0,998 |
2,878162 |
0,66 |
0,412463 |
0,86 |
1,080319 |
0,979 |
2,033520 |
0,99865 |
3,002445 |
0,67 |
0,439913 |
0,87 |
1,126391 |
0,980 |
2,053749 |
0,999 |
3,090232 |
0,68 |
0,467699 |
0,88 |
1,174987 |
0,981 |
2,074855 |
- |
- |
0,69 |
0,495850
|
0,89 |
1,226528 |
0,982 |
2,096927 |
- |
- |
оцінюється значенням вимірюваного показника якості (наприклад, розмір зовнішнього діаметру ущільнення під ізолятор опори камери повітряного вимикача - 202 0,5 мм), позначимо його y. Нехай номінальне, тобто необхідне значення показника якості, є уо (наприклад, 202 мм). Працююча технологічна система володіє природною похибкою виготовлення продукції. Під похибкою виготовлення y розуміємо відхилення фактичного значення показника якості у від номіналу y0:
y = y - y0. (39)
Технічні вимоги до якості продукції визначаються полем допуску
= Tв + Tн, (40)
де - поле допуску; Tв - верхнє припустиме відхилення показника якості у від необхідного номіналу yo (в нашому випадку це + 0,5 мм); Tн - нижнє припустиме відхилення показника Tн якості у від необхідного номіналу yo (в нашому випадку це - 0,5 мм).
У загальному випадку може бути, що
Tв Tн (41)
Продукція, що випускається, вважається придатною, якщо вимірюване значення показника якості y лежить в межах (y0 + Tв; y0 - Tн). Якщо значення показника якості виходить за межі технологічного допуску, продукція вважається непридатною (брак). Брак є наслідком похибок роботи технологічної системи.
Похибка технологічної системи має дві складові: випадкову і систематичну.
Випадкова похибка обумовлена впливом на технологічний процес випадкових явищ (наприклад, неоднорідність сировини, зміни навколишнього середовища, механічні вібрації і т.д.).
Оскільки факторів, що породжують випадкову похибку, звичайно буває багато і серед них важко виділити домінуючий, то на підставі центральної граничної теореми теорії імовірностей можна вважати, що розподіл випадкової похибки відповідає нормальному закону з нульовим математичним очікуванням і деякою дисперсією σ2. Величина (σ2 характеризує точність роботи технологічної системи.
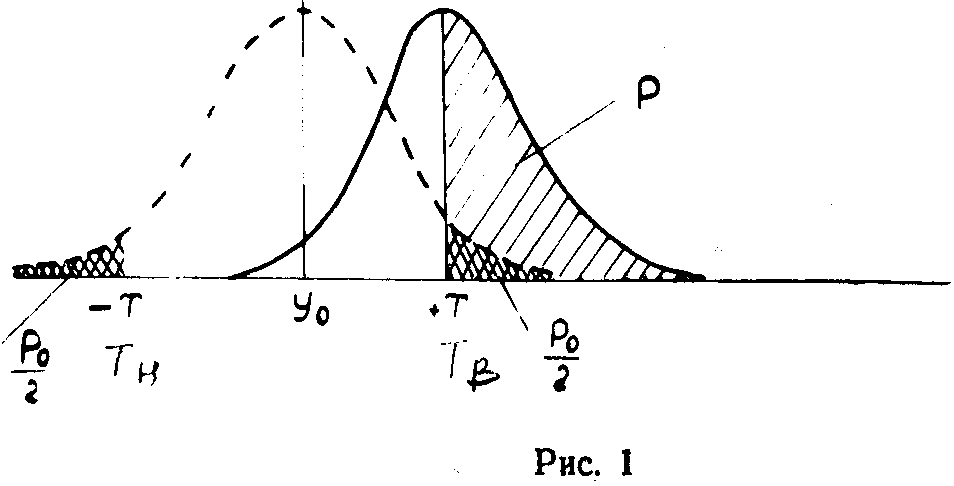
Рисунок 3 - Нормальний закон розподілу
Систематична похибка зв'язана з виникненням у технологічному процесі стійких і, як правило, зростаючих відхилень, що збільшуються внаслідок дії таких факторів, як поступовий знос обладнання, старіння каталізатора, забруднення технологічного обладнання і т.п. Величина систематичної похибки визначає положення центра об'єднання (математичного чекання) випадкової похибки на осі значень показника якості y.
Зростання будь-якої складової похибки технологічної системи призводить до зростання частки браку [1,2,3]. Пояснимо це графічно.
На рисунку 3 зображена вісь значень показника якості y, на якій відзначені значення номіналу y0 і границі допуску (у припущенні Tв = Tн). Якщо технологічна система налаштована на необхідний номінал y0 і буде відсутня систематична похибка, то математичне чекання випадкової похибки збігається з номіналом y0 і крива щільності розподілу випадкової похибки розміщена так, як показано пунктиром. Закреслені частини площі під кривою відповідають імовірності 0 того, що фактичне значення показника якості у виявиться за межами допуску.
Тоді при даній точності технологічної системи (2 і відсутності систематичної похибки відсоток браку в продукції, що випускається дорівнює 100%. З появою систематичної похибки математичне очікування випадкової похибки зсувається відносно номінального значення y0.
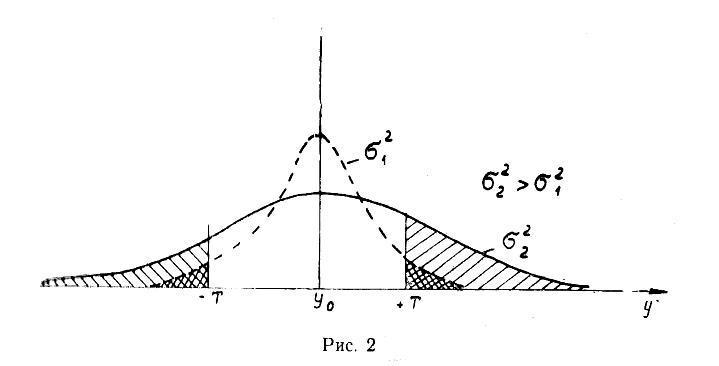
Рисунок 4 - Зростання частини браку при погіршенні точності роботи
технологічної системи
У цьому випадку імовірність виходу значень показника якості y за границі допуску визначається заштрихованою частиною площі під суцільною кривою. Ясно, що 0 і, виходить, частка браку зростає з появою статистичної погрішності, хоча точність роботи (2) технологічної системи може бути незмінною. Рисунок 4 аналогічним чином показує зростання частини браку при погіршенні точності роботи технологічної системи (зростання 2).
Технологічний процес "йде" стабільно, якщо не виникає систематичної похибки і не змінюється величина випадкової похибки . Визначимо частину браку, що випускає стабільно працююча технологічна система при даному співвідношенні між полем допуску і величиною 2. Нехай Tв = Tн = T; тоді при існуючій точності роботи технологічної системи 2 імовірність появи браку дорівнює
 (42)
(42)
При
стабільному процесі випадкова величина
![]() має
нормальний розподіл з нульовим
математичним очікуванням і одиничною
дисперсією. Тоді
має
нормальний розподіл з нульовим
математичним очікуванням і одиничною
дисперсією. Тоді
![]() (43)
(43)
де
![]() —
табличне значення функції розподілу
нормованої нормальної випадкової
величини при
—
табличне значення функції розподілу
нормованої нормальної випадкової
величини при
![]()
Отже,
![]() (44)
(44)
де
![]() =
=![]() - нормована функція Лапласа (значення
наведені в додатку)
- нормована функція Лапласа (значення
наведені в додатку)
 , (45)
, (45)
де
t=![]() .
.
Величина q·100% є дуже важливою характеристикою статистичного контролю якості, тому що вона характеризує відсоток браку, що утвориться в ході стабільного технологічного процесу.