

7. Термическая обработка пружин
Термическая обработка пружин всех видов необходима для повышения прочностных характеристик материала:
пружины из патентированной или другой нагартованной проволоки (например, по ГОСТ 9389—75) подвергают только отпуску для снятия внутренних напряжений и повышения предела упругости материала;
пружины, которые навивают из проволоки в умягченном состоянии (50ХФА, 30X13, 65С2ВА и др.), проходят закалку с последующим отпуском;
для пружин из дисперсионно-твердеющих сплавов упрочняющей обработкой является процесс дисперсионного твердения.
Конкретные режимы термообработки устанавливаются техническими условиями на материал. Чтобы уменьшить коробление, отпуск пружин иногда производят на специальных гладких оправках или оправках со спиральными канавками, шаг которых соответствует шагу навивки пружин. Размеры пружин, изготовляемых из патентированной проволоки по ГОСТ 9389—75, изменяются при термической обработке (отпуске): диаметр пружин уменьшается, а число витков увеличивается. Эти изменения достаточно закономерны (систематические), и их необходимо предварительно рассчитать и предусмотреть при разработке технологического процесса. При применении предварительно подготовленного материала термическая обработка пружин после навивки для снятия внутренних напряжений производится при температурах, указанных в табл. 2.
Таблица 2 - Рекомендуемые режимы отпуска пружин после навивки
Материал пружины |
Температура отпуска, °C |
Примечания |
Углеродистая пружинная Сталь |
200 - 300 300 - 375 |
Пружины работают в нормальных условиях Пружины работают при повышенных температурах и при усталостном нагружении |
Закаленная и отпущенная углеродистая сталь |
350 - 450 |
|
Термически обработанная |
375 - 450 |
|
кремнехромистая сталь Термически обработанная хромованадиевая сталь |
350 - 400 |
|
Аустенитная нержавеющая сталь типа 12Х18Н10Т |
400 - 500 |
Рекомендуемую в табл. 2 температуру отпуска пружин из углеродистой пружинной стали следует принимать по верхнему пределу, т. е. 300 °C, если навитые пружины подвергаются последующей гибке зацепов. В процессе отпуска происходит термопластическая деформация пружин, которая приводит к изменению среди го диаметра пружины. Указанные изменения зависят от материала пружины, диаметра проволоки, среднего диаметра пружины, а также от температуры отпуска.
При закалке и отпуске пружин, навитых из материалов в умягченном состоянии, размеры изменяются значительно меньше, чем у пружин, навитых из патентированной проволоки. Уменьшение диаметра пружин (∆D) при термической обработке определяют по диаграмме рис. 7, а увеличение числа витков рассчитывают по формуле:
![]()
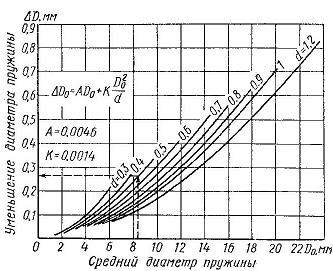
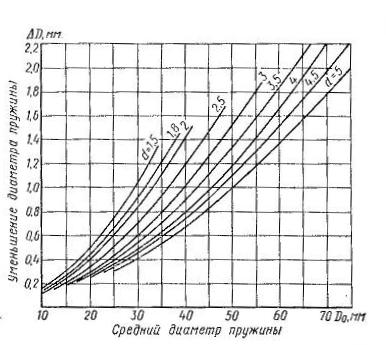
Рис. 7. Зависимость уменьшения диаметра ∆D пружины из проволоки по ГОСТ 9389-75 после отпуска в муфельной печи в течение 20 мин при температуре 300 °C от среднего диаметра пружины D0.