

Автоматы для навивки пружин с прямыми концами
Автоматы группы типа А561 предназначены для навивки пружин, работающих на кручение, с прямыми концами или пружин растяжения при условии последующей отгибки прямых концов в прицепы.
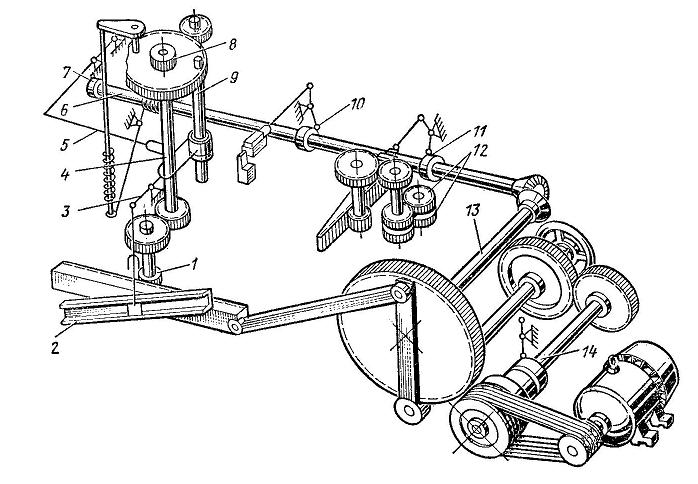
Рис. 3. Кинематическая схема автомата для навивки пружин с прямыми концами: 1 - вал-шестерня; 2 - наклонная линейка; 3 - рычаг; 4 - вал; 5 - сектор; 6 - кулачковый вал; 7, 10, 11 - кулачки; 8 - обгонная муфта; 9 - шпиндель; 12 - транспортирующие ролики; 13 - вал тихоходный; 14 - вал быстроходный.
Проволока роликами 12 (рис. 3) подается к шпинделю 9. В это время шпиндель 9 опускается из крайнего верхнего положения в нижнее, ловитель поджимает конец проволоки к оправке, одновременно убирается упор, стопорящий колесо шпиндельной головки. Поднимаясь вверх и вращаясь, шпиндель навивает пружину на оправку. Когда шпиндель находится в крайнем верхнем наложении, упор стопорит колесо шпиндельной головки и происходит отрезка навитой пружины.
5. Шлифование торцов пружин
В технологическом процессе изготовления точных пружин предусматривают обычно операции шлифования торцов: предварительная ─ до термической обработки и стабилизации, и окончательная — после стабилизации. Предварительное шлифование проводят для создания опорной поверхности пружин для их сжатия при последующей операции стабилизации. Окончательное шлифование торцов от стабилизированных пружин обеспечивает перпендикулярность торцов оси пружины и выдерживает ее высоту в пределах заданных допусков, компенсируя при этом неравномерность изменения высоты пружин после термической обработки.
Существуют два принципиально отличных метода шлифования торцов пружин: шлифование абразивными кругами — для пружин повышенной и высокой жесткости; электрохимическое шлифование ─ для пружин малой жесткости, при котором процесс снятия металла производится практически при нулевом усилии. Принципиальная схема процесса электрохимического шлифования пружин показана на рис. 4.
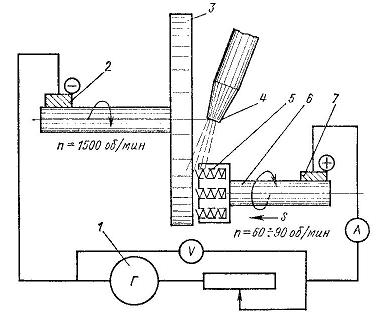
Рис. 4. Принципиальная схема электрохимического шлифования торцовых поверхностей пружин: 1 - генератор постоянного тока; 2, 7 - щетки; 3 - электрод - инструмент (катод); 4 - электролит; 5 - обрабатываемая деталь (анод); 6 - приспособление; S - подача изделия;
Основные технические данные этого процесса следующие:
Напряжение рабочего тока, В - 5 - 12
Плотность тока А/ см2 - 30 – 60
Электролит - 15%-ный водный раствор NaCl
Расход электролита, л/мин - 5 - 12
Окружная скорость электрода-инструмента, м/с - 25
Частота вращения обрабатываемой детали, об/мин - 80 - 120
Эффективность:
уменьшение шероховатости, отклонения от плоскостности и перпендикулярности опорных поверхностей пружин;
возможность механизации ручного труда и повышения производительности обработки;
6. Гибка зацепов
Винтовые пружины, работающие в приборах на растяжение либо кручение, выполняют с отогнутыми концами (зацепами), которые служат для приложения к пружинам заданных усилий. Форма зацепов (рис. 5, а) зависит от назначения пружины. К зацепам метрологических пружин растяжения, при меняемых в качестве силоизмерителей в весах и динамометрах, предъявляют требования расположения зацепов в одной плоскости и оговаривают допусками сдвиг зацепов относительно продольной оси пружины. Поломка пружин в работе происходит чаще всего у оснований зацепов, в сечении а-а (рис. 5, б), вследствие появления концентраторов напряжений в виде надрезов, забоин либо резких перегибов, получаемых при гибке зацепов у пружин в тисках слесарным инструментом без применения специальных приспособлений.
В массовом и крупносерийном производстве общего машиностроения гибка зацепов, обычно простой формы, производится и штампах. При этом для каждого типа пружины имеется специальный штамп.
Рассмотрим наиболее характерные случаи гибки зацепов у пружин и применяемые при этом приспособления. Основные принципы конструирования приспособлений для гибки зацепов у пружин можно объяснить с помощью схем, приведенных на рис. 6. Наиболее простая форма зацепов, показанная па рис. 5, а, представляет собой отогнутую под прямым углом часть крайнего витка заготовки пружины в форме полвитка. Для выполнения этой операции (рис. 6, б) необходимо базировать заготовку пружины по наружному диаметру, ограничить ее осевое перемещение, ввести клин 1 между крайним витком и пружиной и поворотом клина вокруг оси O отогнуть полвитка на опоре, 2.
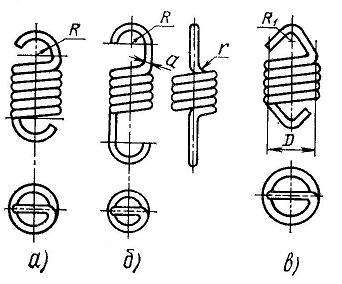
Рис. 5. Разновидности зацепов у винтовых цилиндрически пружин растяжения
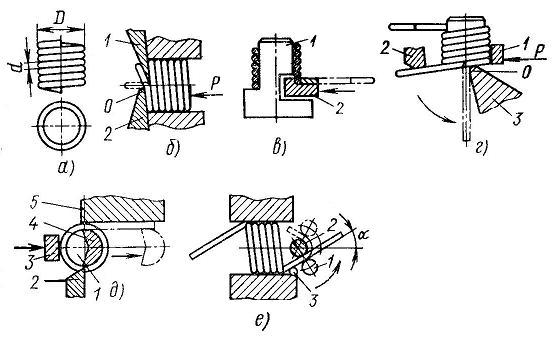
Рис. 6. Схемы приспособлений для гибки зацепов у пружин: а) заготовка винтовой цилиндрической пружины; б) гибка зацепов в полвитка по форме рис. 5, а; в) и г) образование зацепов у пружины по форме, показанной на рис. 5, б в две операции: распрямление части витка и гибка; д) и е) образование зацепов по форме рис. 9, в в три операции: распрямление витков, первая гибка концов (приспособление по рис. 6, г) окончательная гибка зацепов.
Рассмотрим гибку зацепов у пружины, приведённой на рис. 5, б.
Гибка каждого зацепа этой пружины выполняется в две операции в двух различных по конструкции приспособлениях. В первой операции (рис. 6, в) распрямляют участки пружины с одного и другого ее торца с сохранением полуколец по концам, образовавшихся при навивке пружины. Во второй операции (рис. 6, г) на опоре 3 производится гибка распрямленных концов с помощью рычага 2 под заданным углом. Прижим 1 закрепляет заготовку пружины на оправке.
Для распрямления витка заготовка пружины, показанная на рис. 6, а, одевается свободно (рис. 6, б) на палец 1, имеющий в нижней части вырез, в который входит выступ захватывающего, механизма 2. Движением захватывающего механизма распрямляется часть витка; при этом заготовка пружины свободно вращается вокруг своей продольной оси на пальце 1.
Рассмотрим в заключение гибку зацепов у силоизмерительной пружины (рис. 5, в). Такая конструкция зацепов обеспечивает постоянство оси приложения нагрузки к пружине и применяется в весоизмерительных механизмах и в динамометрах. Гибка производится в три операции:
полное распрямление крайних витков заготовки пружины
первая гибка распрямленных концов
окончательная гибка зацепов
Выполнение первой и третьей операций показано на рис. 6, д, е. Для полного распрямления крайних витков заготовка пружины базируется по внутреннему диаметру (рис. 6, д) на пальце 1, повертывается до упора в ограничитель 2 торцом крайнего витка и закрепляется прижимом 3. Палец 1, как и в рассмотренном выше случае, имеет в нижней части вырез, в который входит выступ распрямляющего механизма 4. Движением механизма 4 в направлении, указанном стрелкой вдоль лекала 5, которое служит опорой для витка пружины, производится распрямление витка.
После указанного распрямления крайних витков с обоих торцов заготовки пружины производится гибка концов на угол 90° одной плоскости и α в другой (рис. 6, е). Упомянутая гибка может производиться в приспособлении, аналогичном приведенному на рис. 6, г. Наиболее ответственная операция окончательной гибки зацепа выполняется в приспособлении, схема которого приведена на рис. 6, е. Заготовка пружины базируется и закрепляется по наружному диаметру в приспособлении, и с помощью ролика 1 распрямленный конец заготовки пружины огибается вокруг неподвижного штифта 2, диаметр которого, с учетом упругой отдачи при гибке, определяет радиус закругления зацепа. Ролик 1 обычно представляет собой цилиндрический штифт, запрессованный в рычаг, с помощью которого производится окончательная гибка зацепов. Штифт 2 служит одновременно осью упомянутого рычага. После гибки зацепа на одном торце пружины последняя повертывается и производится гибка второго зацепа.