Деформации и напряжения при неравномерном нагреве
Рассмотрим процесс наплавки валика на
кромку полосы металла. При этом допускаем:
реальное
распределение температуры заменим
схематизированным
зависимость т
от Т примем идеализированной
кривой
полоску
металла разбиваем мысленно на две
части.
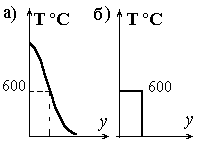
Рисунок 12. Схематизация распределения
температуры
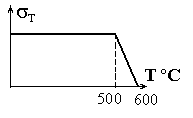
Рисунок 13.Идеализация т
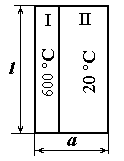
Рисунок 14. Разбиение полосы металла
В первой считаем температуру
равномерно распределенной по всей ее
ширине и имеющей температуру 600C;
во второй половине температура не
меняется. Отношение ширины первой полосы
к ширине второй а1/а2=0,25. При нагреве 1
части в ней произойдет удлинение и ее
длина станет равной Lт
= L0
(1+Т);
длина 2 полосы неизменна т.к. 1 2 полосы
связаны то удлинение 1 части приведет
к изгибу 2 части и вызовет в ней реактивные
упругие напряжения растяжения, а в
полосе 1 - упругие напряжения сжатия
До тех пор, пока напряжения остаются
меньше т,
изгиб полоски 2 будет увеличиваться.
При приближении t0
в полоске 1 к 600
предел текучести в ней будет уменьшаться
и она начнет выпрямляться, за счет
воздействия на неё упругих сил со стороны
полоски 2. При достижении 600
полоска 1 примет первоначальную длину,
претерпев при этом пластическую
деформацию. Напряжения в 1и 2 полосках
равны 0.

Рисунок 15. Напряжения в полосках
При охлаждении полоски 1 от 600
до 0 происходит её
сжатие на величину ll0*.
Это приведет к изгибу полоски 2 в обратную
сторону. В какой-то момент в полоске 1
напряжения достигнут
и в ней начнутся пластические
деформации растяжения. По завершении
термического цикла в полоске 1 остаются
напряжения растяжения, а в полоске 2
остаточные напряжения сжатия. Следует
учитывать, что в состоянии равновесия
сумма всех напряжений равна нулю.
Распределение остаточных напряжений
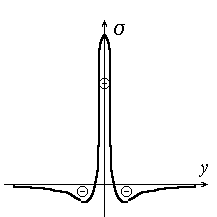
Рисунок 16. Напряжения в шве низкоуглеродистой
и нержавеющей стали
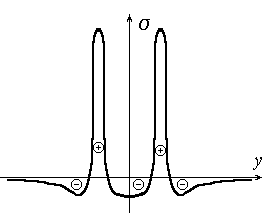
Рисунок 17. Напряжения в среднелегированных
сталях
Поля собственных напряжений в
сварных соединениях разнообразны и
изменчивы. Наиболее стабильный характер
имеют остаточные напряжения вдоль оси
швов. В образцах толщиной до 15-20 мм
остаточные напряжения распределены в
виде узкой полосы. Максимальные напряжения
наблюдаются в шве и примерно равны т.
Если структурные превращения происходят
при температуре ниже 300-400 C
то характер распределения напряжений
сильно меняется. В металле шва и ЗТВ
произошли структурные превращения,
которые привели к увеличению объёма
металла и напряжения стали сжимающими.
В оставшейся части зоны пластических
деформаций, где структурных превращений
не было, возникли напряжения растяжения.
Если присадочный материал не совпадает
с основным, то металл шва испытывает
напряжения сжатия, ЗТВ - растяжения, а
зона пластических деформаций сжатия
равна
нулю. Также знакопеременное распределение
напряжений характерно и для соединения
с угловыми швами.
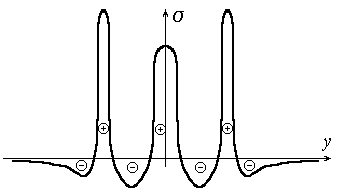
Рисунок
18. Напряжения в швах среднелегированных
сталей аустенитными электродами
Фазовые и структурные превращения
при нагреве и охлаждении сопровождаются
дополнительным расширением или
сокращением металла. И изменением его
свойств. В случае завершения превращения
при высоких температурах, они влияют
только на временные напряжения. Поэтому
остаточные напряжения в системах
перлитного класса примерно такие же,
как и аустенитного. При низкотемпературных
структурных превращениях ( мартенситное
превращение стали) возможно возникновение
чередующихся полос растяжения и сжатия
в шве и околошовной зоне. В шве возникают
напряжения сжатия, а в остальной части
детали растяжения. Вместо усадки
возникает удлинение. Существенно
меняется распределение напряжений при
применении сварочных материалов,
отличающихся от основного металла.
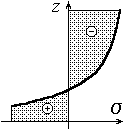
Рисунок 19
В швах большой толщины остаточные
напряжения зависят от способа выполнения
швов и последовательности укладки
слоев.
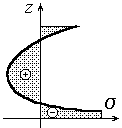
Рисунок 20
При сварке толстых пластин с
V-образной
разделкой наибольшие напряжения
возникают в корне шва. При укладке
последующих слоёв, происходит изгиб
завариваемой части, создавая в корне
шва растяжение (Рис 19).
Если производится сварка закрепленных
пластин, то каждый новый слой вызывает
только сжатие (Рис 20).
При сварке образцов толщиной более
150-200 мм в глубине металла возникают
объёмные трехосные напряжения (Рис 21).
Рисунок 21. Напряжения в многослойных
швах,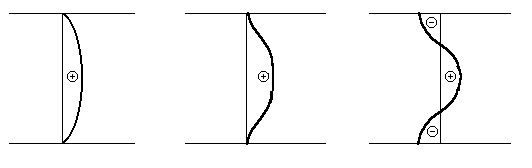 и при ЭШС
и при ЭШС

