

Собственные напряжения при сварке
Расширение и сокращение металла от неравномерного нагрева или охлаждения, а также от структурных превращений образуют собственные или внутренние деформации и напряжения при сварке. В отличие от напряжений и деформаций, создаваемых внешними нагрузками, собственные деформации и напряжения существуют в сварочной конструкции и после снятия всякой нагрузки.
Собственные деформации и напряжения возникают при всякой обработке материалов. Это относится к литью, прокатке, штамповке, обработки резанием, вальцовке, клёпке и др. методам. Проблема собственных напряжений была сформулирована Н.В. Каламуцким ещё до изобретения сварки. На сварочные собственные напряжения указывал Н.Г. Славянов, который выявил причину их возникновения и предложил некоторые меры борьбы с их вредным влиянием.
При анализе напряжений при сварке металлов различают несколько видов деформаций:
1. Температурные деформации, вызванные изменением размера частиц металла при изменении температуры.
![]() Линейные деформации:
Линейные деформации:
Сдвиговые деформации не возникают.
2. Наблюдаемые деформации н, н характеризуют изменение линейных и угловых размеров тел, которые можно зарегистрировать приборами.
3. Собственные деформации или внутренние, которые состоят из упругих упр., упр. и пластических пл., пл..
Все три вида деформации связаны между собой соотношениям:
н=упр+пл+
н= упр+пл
Вследствие развития собственных деформаций возникают собственные напряжения, которые классифицируют по нескольким признакам.
По причине, их вызывающей делятся на напряжения, возникающие от механического деформирования при сборке, монтаже и правке; от деформаций из-за неравномерного нагрева; от неравномерного изменения объёма при фазовых превращениях.
По времени существования могут быть временными, существующие в период выполнения сварки и остаточные, устойчиво сохраняющиеся в течении длительного времени.
По характеру распределения различают одноосные(линейные), двухосные(плоские) и трёхосные(пространственные) напряжения.
Зная величину и распределение собственных деформаций несложно перейти к численным значениям собственных напряжений. В общем случае пространственное распределение деформаций и напряжений связано соотношениями
х=2G*(хупр+3/(1-2)*0)
y=2G*(yупр+3/(1-2)*0)
z=2G*(zупр+3/(1-2)0)
0=1/3(хупр+yупр+zупр)
G=Е/2*(1+)
хy=G*xyупр; yz=G*yzупр; xz=G*xzупр;
Рисунок 1. Направление расчетных
напряжений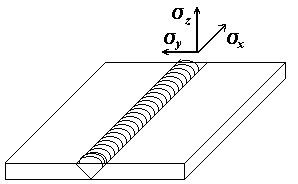
Рисунок 2. Деформации балки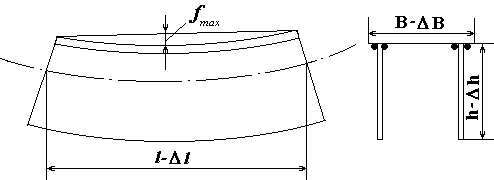
 трукции,
и местные, распространяющиеся только
на отдельные детали или участки
конструкции.
трукции,
и местные, распространяющиеся только
на отдельные детали или участки
конструкции.
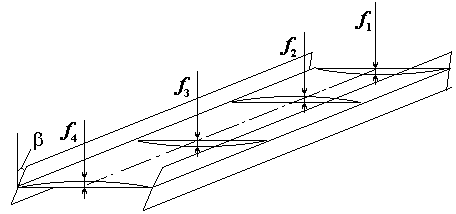
Рисунок 3. Местные деформации балки
Так fmax, l, B, h- на рисунке 2 - общие деформации; а fi, - местные.