

Порядок выполнения работы
Группа студентов разбивается на две бригады. Каждая бригада выполняет следующее задание:
В зависимости от толщины свариваемого металла выбирают диаметр электрода (табл. 8) для ручной дуговой сварки.
Таблица 8 . Рекомендуемые значения диаметра электрода.
Толщина свариваемой стали, мм |
0,5…1 |
1…2 |
2…5 |
5…10 |
более 10 |
Диаметр электрода, мм |
1…15 |
2 |
3…4 |
4…5 |
5…6 |
Силу тока Iсв выбирают в зависимости от диаметра электрода dэ по формуле:
![]() (22)
(22)
где Iсв – сила сварочного тока, А; m – коэффициент (m = 30 при dэ = 3 мм; m = 40…50 при dэ = 4…5мм); dэ – диаметр электрода, мм.
При этом также устанавливают: марку электрода, положение шва в пространстве, род тока и его полярность (при сварке на постоянном токе), в соответствии с паспортными указаниями на электродной упаковке.
Лаборант выполняет ручную электродуговую сварку первого шва на токе Iсв; второго шва на токе равном 1,3· Iсв; третьего на токе 0,7· Iсв.
Изготавливают макрошлиф выполненных сварных соединений и производят измерение параметров сварного соединения по схеме (рис.17).
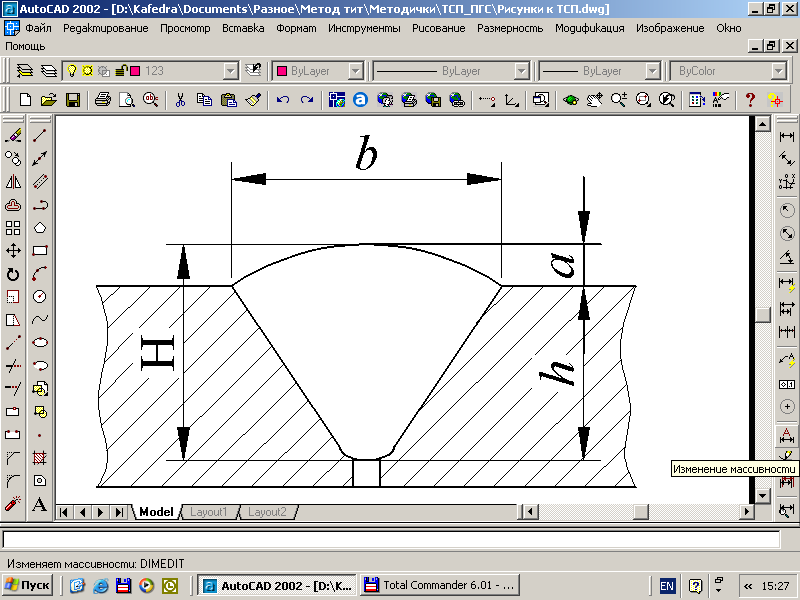
Рис. 17. Основные параметры однослойного стыкового шва при дуговой сварке: Н – общая толщина шва; h – глубина провара; в – глубина провара; а – высота усиления.
Рассчитывают величину коэффициента формы шва ψшва и коэффициента формы провара ψпр по формулам:
![]()
![]() (23)
(23)
где в – ширина шва; а – высота усиления; h – глубина провара при этом величина ψпр не должна превышать 0,33.
Результаты измерений и расчетов заносят в таблицу 9.
Таблица 9. Результаты экспериментальных данных
№ сварного шва |
Марка и диаметр электрода, мм |
Величина сварочного тока, А |
Параметры стыкового шва, мм |
ψшва |
ψпр |
|||
Н |
h |
в |
ф |
|||||
1 |
|
|
|
|
|
|
|
|
2 |
|
|
|
|
|
|
|
|
3 |
|
|
|
|
|
|
|
|
Строят график зависимости h = f(I) (Рис.19).
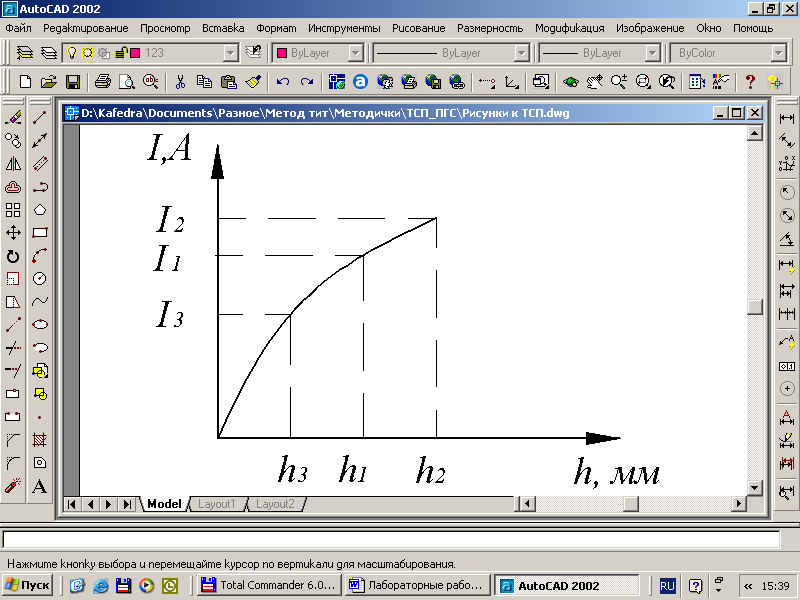
Рис.18. Зависимость глубины проплавления от сварочного тока.
Требования к отчету
Записать цель работы.
Описать используемое оборудование, приборы и материалы.
Краткое описание работы.
Выполнить анализ результатов экспериментальных данных, построить график h = f(I) и выбрать оптимальный режим сварки.
Сделать выводы по работе.
Контрольные вопросы
Что такое сварка. Классификация сварочных процессов?
Сущность способа и технологические особенности ручной электродуговой сварки?
Основные виды сварных соединений?
Сущность способа и технологические особенности полуавтоматической сварки в среде защитных газов?
Влияние технологии сварки на образование дефектов?
Лабораторная работа №6
ТЕХНОЛОГИЯ АВТОМАТИЧЕСКОЙ СВАРКИ ПОД ФЛЮСОМ ЭЛЕМЕНТОВ СТРОИТЕЛЬНЫХ МЕТАЛЛОКОНСТРУКЦИЙ
Цель работы: Ознакомится с технологией автоматической сварки под флюсом листовых металлоконструкций.
Оборудование и материалы: сварочная установка для автоматической сварки под флюсом, сварочная проволока марки Св-08А, флюс АН-348А листовые металлические образцы, фрезерный станок, заточной станок, набор наждачных и шлифовальных бумаг, составы для макротравления, ветошь, фильтровальная бумага, вода, микроскоп МБС-9.