

Обладнання та матеріали
установка УРХС-5 у комплекті;
балон кисню, балон газу – замінника ацетилену, стиснуте повітря;
флюс ПЖ-1 або ПЖ-2-4 з грануляцією 60...149 мкм;
зразки 20х100х200 мм з нержавіючої сталі та мідних сплавів, зразок із маловуглецевої сталі 20х 100x200 мм;
штангенциркуль, лінійка, секундомір;
ваги, посудина для зважування порошку.
Послідовність виконання роботи
Підготовити установку УРХС-5 до роботи, оглянути її й переконатися у дієздатності її вузлів.
Засипати просіяний флюс через горловину 11 (рис. 7.1). За місткості бачка дляфлюсу 20 кг для нормальної роботи установки в ньому має бути не менше 2 кг флюсу.
Відрегулювати проміжок між штоком та сідлом живильника, для чого повернути шток до упору, а потім вивести його та встановити потрібний проміжок відповідно до графіка, наведеного на рис. 7.2.
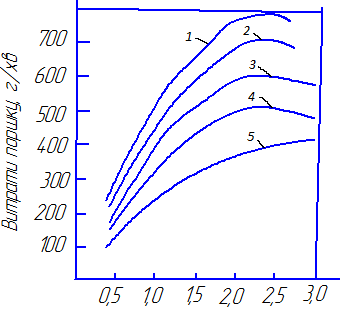
Проміжок між штоком і сідлом живильника, мм
Рис. 7.2. Залежність витрат порошку від проміжку між штоком і сідлом живильника:
– Рф.к.= 0,9 кгс/см2; 2 – Рф.к = 0,4 кгс/см2; 3 – Рф.к = 0,3 кгс/см2;
4 – Рф.к = 0,2 кгс/см2; 5 – Рф.к = 0,1 кгс/см2
Редуктором 10 (рис. 7.1) установити тиск флюсонесучого кисню Рф.к за манометром
Для перевірки правильності налагодження подачі флюсу можна скористатися посудиною для його вловлювання, виконавши такі операції:
а) зважити посудину;
б) зафіксувати час засипання флюсу в посудину;
в) зважити посудину із флюсом.
Покласти лист металу для різання, передбачивши вільний простір під листом не менше 300 мм.
Запалити різак як для звичайного кисневого різання маловуглецевої сталі, пам’ятаючи, що порошковий вентиль на різаку слід відкривати після того, як підігрівальне полум’я буде запалене разом із різальним киснем. Після закінчення роботи спочатку закрити порошковий вентиль і різальний кисень, а потім перекрити пальний газ і підігрівальний кисень.
Спробувати порізати високолеговані сталі й мідні сплави без флюсу та встановити можливість або неможливість різання.
Здійснити різання зразків з високолегованих сталей і мідних сплавів за допомогою флюсу, фіксуючи час різання, довжину розрізу, ширину зразків до й після різання, масу зразків до й після різання; витрати газів і флюсу. Дані занести до табл. 7.2.
Зробити висновки шодо впливу матеріалу й товщини металу на параметри різання.
Таблиця 7.2. Результати дослідів
Матеріал, який піддають різанню (марка) |
Розміри пластини, мм |
Маса пластини, г |
Маса виплавленого металу, г |
Час горіння підігрівального полум’я, г |
Час різання, с |
Час подавання флюсу, с |
|||||||||||
до різання |
після різання |
до різання |
після різання |
||||||||||||||
товщина |
довжина |
ширина |
ширина |
Середня ширини розрізу |
|||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
||||||
Тиск різального кисню, кг/см2 |
Пальний газ (марка) |
Витрати газів, м3/год |
Витрати флюсу |
Рф.к, кгс/см2 |
Довжина розрізу, мм |
Розмір і номер мундштука |
Продуктивність, кг/год |
Швидкість різання, мм/хв |
Примітки |
||||||||
кисню |
Ацетилену чи замінника |
кг/год |
на 1 м розрізу |
внутрішнього |
зовнішнього |
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||