5.8. Подкрой деталей
Наиболее современным оборудованием для раскроя являются роботизированные комплексы.
Раскрой материалов осуществляется двумя способами:
раскрой в настилах с помощью вертикальных ножей;
безнастилочный раскрой лучом лазера, струей воды или плазменными горелками.
В первом случае материал настилают на стол с помощью настилочной машины, а затем раскраивают вертикальным ножом, перемещение которого контролирует микро ЭВМ. С целью уменьшения высоты настила его покрывают полиэтиленовой пленкой и сжимают вакуум-отсосом. Это не только позволяет предотвратить сдвиг полотен относительно друг друга в процессе вырезания, но и обеспечить большую точность кроя.
При втором способе – безнастильном раскрое производительность труда ниже, его выгодно применять при раскрое мелких партий и при раскрое по индивидуальным заказам.
Все новое оборудование направлено на исключение ручного труда.
На проектируемом производстве используется Передвижная раскройная машина ЭЗДМ-1 Куйбышевского механического завода.
Таблица 11
Технические характеристики Передвижной раскройной машины
ЭЗДМ-1
Тип ножа |
Дисковый |
Диаметр ножа |
120мм |
Толщина у ступицы |
15мм |
Окружная скорость |
1400об/мин |
Скорость ножа |
9м/с |
Производительность машины |
200м/ч |
5.9 Пошив изделия
Пошив изделия осуществляется в швейном цеху в соответствии с технологической картой пошива. Правила пошива, номера швейных игл, линейные плотности швейных ниток должны соответствовать требованиям ГОСТ 10399-77, ГОСТ 6309-80, ГОСТ 26115-84 «Изделия трикотажные верхние. Требования к пошиву», НТД. Швейные нитки должны отвечать требованиям ГОСТ 6611.0-73 «Нити текстильные. Правила приемки». На предприятии осуществляется пооперационный пошив на нескольких швейных машинах или конвейерной ленте, что способствует снижению трудоемкости обработки изделия и повышает качество продукции. Готовые изделия подвергаются контролю ОТК (ГОСТ 4103-82 «Изделия швейные. Методы контроля качества»). Швы проверяют по соответствию с ГОСТ 9176-87 «Изделия трикотажные. Методы испытания швов».
К швейным операциям относятся не только соединение деталей изделия швами для придания ему формы, предусмотренной конструкцией, но также обметывание петель, пришивание пуговиц к изделию, нашивание тесьмы и различной отделки, обработка изделия различными отделочными швами (фестоночными, ракушечными, вышивальными) и т. д. Все швейные операции могут быть машинными или ручными. К отделочным операциям кроме некоторых швейных относятся такие, как очистка изделия от концов нитей, закрепление концов. КПД швейных машин составляет 30-40%. Остальное время составляет ручной труд. Внедрение новой техники и технологии в процессе шитья трикотажных изделий является одной из основных задач проектировщика.
Таблица 12
Технология швейной обработки модели
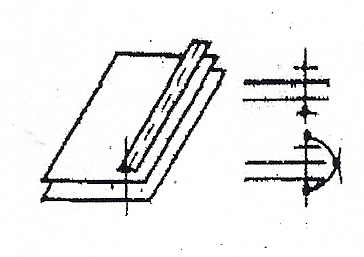
№ |
Содержание операции |
Графическое и условное изображение
|
Код шва |
Тип стежка |
Оборудование |
1 |
Стачать плечевые швы |
|
1013 |
504 |
Трехниточная краеобметочная машина |
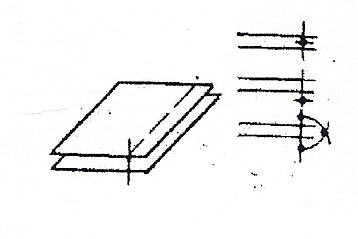
2 |
Втачать рукава в открытую пройму |
|
1011 |
501 |
Трехниточная краеобметочная машина |
3 |
Стачать боковые срезы и срезы рукавов |
|
1011 |
501 |
Трехниточная краеобметочная машина |
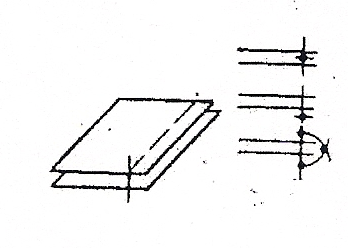
4 |
Прикеттлевать бейку к срезу горловины |
|
1041 |
401 |
Кеттельная машина 8 класса |