

4.5 Источник воздушно-плазменной резки дс 120п.33
Аппарат ДС 120П.33 предназначен для резки электропроводных материалов толщиной до 40мм в цеховых и монтажных условиях. В том числе для резки жаропрочных сталей и цветных металлов. Для подачи плазмообразующего газа может быть задействован компрессор.
Аппарат ДС120П.33 имеет:
-бесконтактное возбуждение дуги;
-встроенный регулятор подачи плазмообразующего газа;
-манометр, контролирующий давление газа;
-фильтр-влагомаслоотделитель;
-воздушный клапан с подогревом для работы при отрицательных температурах;
-встроенные сетевые фильтры для работы от дизель-генератора;
-увеличенный срок службы электрода за счет плавного нарастания тока резки и постепенного увеличения расхода газа до максимального значения после возбуждения дуги;
-возможность работы с ручным резаком, автоматическим резаком в составе трубореза ТР-2 или других машин автоматической резки;
-специальный шлангопакет для работы при температурах до -40 град. С.


Рисунок 13 — Источник воздушно-плазменной резки ДС 120П.33 (слева) и схема сборки оборудования при ручной резке (справа)
Аппарат поставляется в комплекте с кабелями и плазмотроном AC 110.
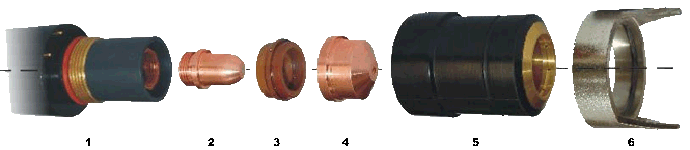
Рисунок 14 — Схема строения плазматрона АС 110
корпус плазматрона;
неплавящийся электрод;
завихритель;
сопло;
защитный колпачок;
салазки;
Таблица 4 — Технические характеристики ДС 120П.33
Напряжение сети, В |
380,+10%-15% |
Напряжение холостого хода не более, В |
300 |
Рабочее напряжение, В |
150 |
Потребляемая мощность, кВА |
25 |
Ток резки (плавнорегулируемый), А |
30-110 |
Давление воздуха, атм |
3-6 |
Максимальный расход воздуха, л/мин |
350 |
Толщина разрезаемой низколегированной стали, мм алюминия, мм меди и ее сплавов, мм |
35-40 30 20 |
Диапазон
рабочих температур,
|
От -40 до +40 |
Масса, кг |
44 |
Габаритные размеры, мм |
670×270×535 |

К важным преимуществам воздушно-плазменной резки следует отнести: - небольшую зону термического влияния;
- универсальность процесса по отношению к видам металлов;
- высокая производительность и простота обслуживания.
4.6 Сварочные материалы
Сварочная проволока сплошного сечения Thyssen K-Nova (Ts-6) производителя фирмы "Бёлер Тиссен Швайстехник" применяется при сварке первого внутреннего (корневого слоя) шва многоголовочным автоматом IWM так и для сварки первого наружного слоя (горячего прохода) слоев шва для соединений труб из стали классом прочности до К60 включ. сварочными головками компании «CRC-Evans». Проволока, диаметром 0,9мм, предназначена для автоматической сварки в среде защитных газов (углекислого газа) неповоротных кольцевых соединений труб.
Благодаря исключительным механическим свойствам даже при низких температурах (-40 °C), а также низкому содержанию диффундирующего водорода, данная проволока особенно хорошо подходит для применения при строительстве трубопроводов в условиях крайнего севера. Проволока с рутиловым наполнением и добавлением микросплавных элементов используется для сварки углеродистых, мартенситных и высокопрочных сталей в один или несколько проходов в среде защитного газа: Ar +15-25 % CO2, Ar +0-5 % CO2 +3-10 % O2, 100 % CO2. При сварке применяется углекислый газ высокого качества, не более с 0,01% содержанием примесей. Основные особенности: отличные сварочно-технологические свойства при работе в любом положении, отличное качество поверхности шва, отсутствие брызг. Быстросхватывающийся и легко удаляемый шлак. Кроме того, она может найти применение при строительстве оффшорных объектов, судов и конструкций из высокопрочных сталей.
Для ручной дуговой сварки широко применяются плавящиеся электроды с основным видом покрытия по ГОСТ 9466-75. Основу этого вида покрытия составляют карбонаты и фтористые соединения. Металл, наплавленный электродами с основным покрытием, по химическому составу соответствует спокойной стали. Благодаря низкому содержанию газов, неметаллических включений и вредных примесей металл шва, выполненный данными электродами, отличается высокими показателями пластичности и ударной вязкости при нормальной и пониженной температурах, а также обладает повышенной стойкостью против образования горячих трещин. По механическим характеристикам металла шва и сварных соединений электроды с основным покрытием относятся к электродам типа Э42А, Э46А, Э50А, Э55 и Э60. Вместе с тем по технологическим характеристикам электроды с основным покрытием уступают другим видам электродов. Они весьма чувствительны к образованию пор при наличии окалины, ржавчины и масла на кромках свариваемых деталей, а также при увлажнение покрытия электрода и удлинении дуги. Сварка производится постоянным током обратной полярности. Перед сваркой электроды должны быть прокалены согласно требованиям ТУ указанной на упаковке.
Таблица 5 — Классификация и назначение электродов с основным видом покрытия для ручной дуговой сварки
Назначение |
Диа- метр, мм |
Класс прочности металла труб |
Типы электродов |
||
ГОСТ 9467 |
AWS 5.1[21], AWS 5.5 [22] |
EN 499 [23], EN 757 [23] |
|||
Сварка корневого (1-го) и подварочного слоев шва сварных соединений труб |
От 2,5 до 3,25 включ. |
До К60 включ. |
Э50А |
Е 7016 Е 7018 |
Е42 2 В 4 2 Н5 |
Для сварки заполняющих и облицовочного слоев шва сварных соединений труб |
От 3,0 до 5,0 включ |
До К54 включ.
|
Э50А, Э55
|
Е 7016 Е 8018
|
Е46 2 В 4 2 Н5 |
св. К54 доК60 включ. |
Э60 |
Е 8018 Е 9018 |
Е55 4 Х В 4 5 Н5 |
||
Сварочные электроды УОНИИ-13/55 позиционируются для сварки ответственных конструкций из низколегированных (типа 16ГС, 09Г2С) и углеродистых сталей (типа 08, 20, 20Л, Ст3, Ст4), когда к металлу сварных швов предъявляются повышенные требования по пластичности и ударной вязкости. Так же электроды этой марки рекомендуются для сварки конструкций, работающих в условиях пониженных температур (до -40 градусов по Цельсию). Сварочные электроды УОНИ13/55 применяются для сварки сосудов, работающих под высоким давлением, судостроительных металлоконструкций. Сварка металла большой толщины, заварка дефектов литья. Сварка электродами УОНИ-13/55 выполняется во всех пространственных положениях на постоянном токе обратной полярности, за исключением вертикального сверху вниз. Сварку следует производить короткой дугой методом опирания. Свариваемые кромки должны быть очищены от окалины, ржавчины и следов масла. Преимущества сварочных электродов УОНИ 13/55 в сравнении с электродами аналогичного назначения: электроды УОНИИ13/55 обеспечивают получение металла шва с высокой стойкостью к образованию кристаллизационных трещин и низким содержанием водорода. Электроды применяются как отечественного так и импортного производства. Ручной дуговой сваркой электродами с основным видом покрытия можно ознакомиться в приложении Б.
Следует отметить компанию ESAB, которая предлагает широкий выбор сварочных материалов, позволяющих удовлетворить потребности предприятий любого профиля. Электроды широкого применения ОК 46.00, электроды для сварки труб ОК 53.70, отечественные электроды УОНИИ, АНО-ТМ и др. В номенклатуре также сварочная проволока сплошного сечения для сварки в среде защитных газов, порошковая сварочная проволока, присадочные прутки. Все электроды, флюсы, проволоки и другие сварочные материалы соответствуют самым высоким стандартам качества и успешно применяются нашими клиентами во всем мире.
Таблица 6— Аналоги электродов ESAB
Электроды для сварки углеродистых и низколегированных сталей |
|
Электроды импортного производства |
Марка рекомендуемого аналога по ГОСТу |
ОК 46.00 ОК 46.00 ОК 43.32 ОК 48.00 ОК 48.04 |
АНО-4, Э46 АНО-6, Э42 МР-3, Э46 УОНИИ 13/45, Э42А УОНИИ 13/55, Э50А |