

4.2 Выпрямитель сварочный многопостовой стационарный вдм-1202 с
ВДМ-1202 С—многопостовой стационарный сварочный выпрямитель, предназначен для одновременного питания постоянным током до восьми сварочных постов ручной дуговой сварки. Сварка производится электродами любых типов - сварочными электродами постоянного тока (УОНИИ-13/55 или УОНИ-13/55), универсальными электродами (АНО-4С, МР-3, ОЗС-12) и специальными электродами.

Рисунок 10 — Выпрямитель ВДМ-1202 С
Вольт-амперная характеристика сварочного выпрямителя ВДМ-1202 С—жесткая. Получение падающей внешней характеристики и регулировка сварочного тока каждого поста осуществляется реостатом балластным (РБ-302, РБ-306).
Сварочный выпрямитель ВДМ-1202С состоит из силового трехфазного трансформатора, блока выпрямления, вентилятора, пусковой аппаратуры. Выпрямитель обеспечивает преобразование переменного напряжения питающей сети в постоянное и создание необходимой крутизны внешней характеристики для производства сварочных работ совместно с балластными реостатами, которыми регулируется сварочный ток. Балластные реостаты типа РБ 306, РБ 302 У2 включаются последовательно в сварочную цепь, а каждый пост - параллельно выходным зажимам выпрямителя.
4.3 Реостат балластный рб 306
Реостат предназначен для регулирования тока при ручной дуговой сварке и наплавке металлов плавящимся электродом от многопостовых сварочных выпрямителей и генераторов постоянного тока напряжением не более 70В.
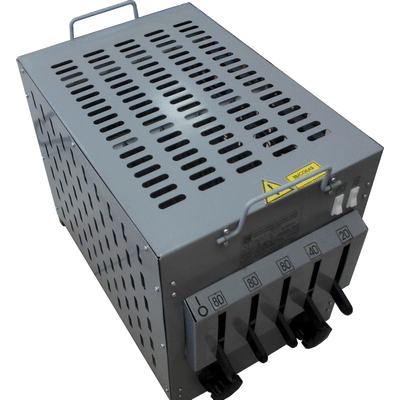
Рисунок 11 — Реостат балластный РБ 306
Таблица 2 — Технические характеристики РБ-306
Номинальный сварочный ток, А при (THH1%) |
315(60%) |
Диапазон регулирования сварочного тока, А |
6-315 |
Количество ступеней регулирования сварочного тока |
7 |
Шаг регулировки, А |
6 |
Установленная мощность, кВт |
11,8 |
Масса, кг |
26 |
Габариты (ДхШхВ), мм |
370x625x494 |
4.4 Установка для сварки труб мд 131
Установка для стыковой сварки МД 131 предназначена для прессовой сварки оплавлением магнитоуправляемой дугой стальных трубных заготовок с максимальной площадью поперечного сечения до 500 мм2 и максимальным наружным диаметром до 48 мм (1,89 дюйм).
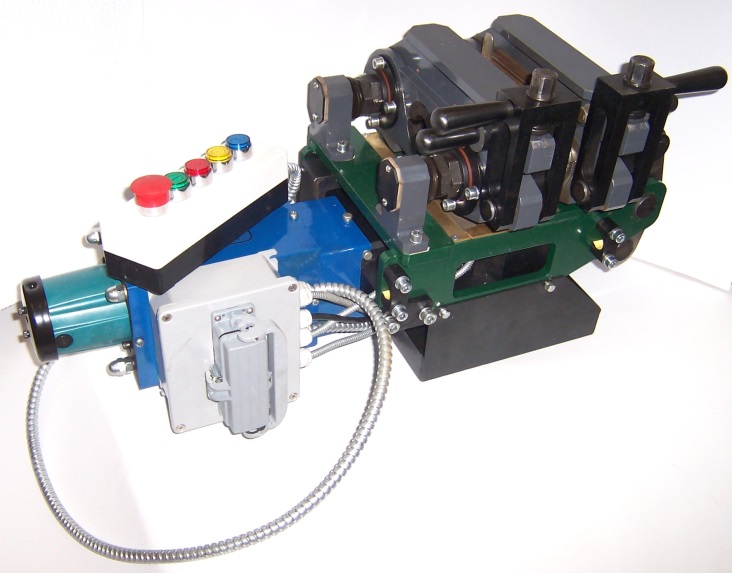
Рисунок 12— Сварочная головка МД 131
Система управления и регистрации параметров при прессовой сварке на машине МД-131, с нагревом деталей дугой, управляемой магнитным полем предназначена для реализации алгоритма управления сварочным процессом. Система представляет собой программно-аппаратный комплекс устройств и приборов, функционирование которых осуществляется программно.
В состав системы входят и предназначены для:
- сварочная головка с размещенным на ней оборудованием (фиксация свариваемых деталей и выполнение сварки);
- шкаф управления (предназначен для управления системой и удобного размещения управляющей электроаппаратуры, а также для предохранения ее от повреждений сторонними предметами, загрязнения, запыления);
- переносной пульт дистанционного управления (предназначен для оперативного управления установкой, на лицевой панели пульта размещены органы управления с символьным обозначением выполняемых операций);
- источник питания сварочной дуги (обеспечение установки требуемым сварочным током, программное управление током сварочной дуги);
- силовые и сигнальные кабели (реализация электрических связей между элементами системы управления).
Таблица 3 — Основные технические характеристики установки МД 131
Наименование |
Значение |
Максимальная площадь поперечного сечения свариваемых заготовок, мм2 |
500 |
Максимальный наружный диаметр свариваемых заготовок, мм |
48 |
Усилие осадки максимальное, кН (кГс) |
30 (6000) |
Усилие зажатия максимальное, кН (кГс) |
60 (12000) |
Производительность при сварке, стыков в час |
30 |
Напряжение питающей сети, В |
380 |
Частота питающей сети, Гц |
50 |
Суммарная мощность, кВА |
70 |
Более подробную информацию по эксплуатации, устройство и принцип работы, можно посмотреть в приложенном диске (приложение А).