

4.1.2 Внутритрубная сварочная машина iwm
Установка обеспечивает сборку и фиксацию стыка и выполняет автоматическую сварку корня шва изнутри трубы. Зажимная секция центратора состоит их 3-х центрирующих элементов и двух наборов зажимных кулачков, каждый из которых имеет пневматический привод. Сварочные головки расположены по периметру между двумя рядами зажимных кулачков таким образом, чтобы в раздвинутом состоянии центрирующие элементы находились строго в плоскости сварочных головок. В процессе сборки, раздвигая все центрирующие элементы и прижимая их к кромке трубы, внутренний центратор–сварочная станция точно позиционируется относительно торца трубы. Затем первый ряд зажимных кулачков раздвигается и фиксирует установку в трубе. Центрирующие элементы возвращаются в исходное положение, и на сборкуподаётся следующая секция трубы. Кромки обеих труб приводятся в соприкосновение по всему периметру, и второй ряд кулачков раздвигается, завершая, таким образом, сборку стыка.
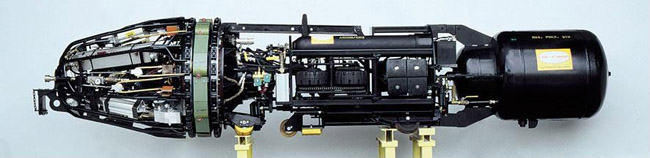
Рисунок 9 — Внутритрубная сварочная машина IWM
Сварку корня шва осуществляет сварочная секция машины состоящая из 4х, 6ти или 8ми сварочных головок. Сварочные головки смонтированы по периметру на вращающемся кольце, приводимом в движение 24х–вольтовым мотором. В состав каждой сварочной головки входит собственный механизм подачи сварочной проволоки от катушки, установленной на самой головке, а также сварочный наконечник и керамический конус для подачи защитного газа. Кроме того, имеется два экрана, предохраняющих от сварочных брызг, которые могут вызвать блокировку подачи газа и повреждения механических частей. В качестве защитного газа используется смесь, состоящая из 75% Ar и 25%CO2. Внутренний центратор–сварочная станция приводится в действие управляющим блоком, расположенным на конце выдвижной штанги, протягиваемой через подаваемую секцию трубы. По той же выдвижной штанге осуществляется подача необходимой для сварки электроэнергии и сжатого воздуха. Питание приводов подачи проволоки и вращения головок подается от аккумуляторов, установленных непосредственно на станции. Также на станции расположены баллоны с защитным газом, постоянно подключённые к внешним баллонам, установленным на сварочном тракторе.
Таблица 1 — Технические характеристики сварочных головок CRC-Evans
МАРКА |
Внутритрубная сварочная машина IWM |
Наружные головки |
|
Р 260 |
Р 600 |
||
Количество дуг на сварочной головке |
1 |
1 |
1*, 2** |
Пределы регулирования сварочного тока, А |
280 max |
290 max |
290 max |
Пределы регулирования напряжения на дуге, В |
24 max |
36 max |
36 max |
Пределы регулирования скорости перемещения сварочной головки, м/мин |
0—1,27 |
0,1—1,52 |
0,1—1,54 |
Пределы регулирования скорости подачи электродной проволоки, м/мин |
2,54—12,7 |
2,56—16,0 |
2,56—16,0 |
Пределы регулирования амплитуды свар. горелки, мм |
— |
0—19,0 |
0—50,4 |
Пределы регулирования частоты колебаний сварочной головки, цикл/мин |
— |
0—250 |
0—220 |
Диаметр электродной проволоки, мм |
0,9 |
0,9 |
1,0 |
Способ сварки |
ААДП |
АПГ, ААДП |
АПГ, ААДП |
Примечания: *для сварки горячего прохода, ** для сварки заполняющего и облицовочного слоев.
ААДП—автоматическая сварка плавящимся электродом в среде инертных газов и их смесях
АПГ—автоматическая сварка плавящимся электродом в среде активных газов и их смесях