

Оглавление
№1 3
Плотностью. Определение массы заготовки. 3
Притирка. Область применения и инструмент. 3
Технологический процесс наплавки деталей штампов, его назначение. 4
Принцип статической и динамической балансировки 6
№2 7
Температура плавления металлов. Свойства получаемых сплавов. 7
Классификация металлов по температуре плавления 7
Технология притирочных работ. Шаржирование притира. 7
№3 9
Теплопроводность металлов, ее значение в производстве инструмента. 9
Доводка. Технология доводочных работ и материалы. 10
Классификация приспособлений. 11
Ремонт штампов горячей штамповки 13
Тепловое расширение. Его влияние в процессе производства. 13
Полирование. Его назначение и применяемый инструмент. 14
Основное назначение приспособлений. Типовая конструкция любого приспособления. 17
Основные дефекты штампов горячей штамповки. 17
№5 18
Пространственная разметка и плоскостная. 18
Магнитные свойства металлов. Их влияние в процессе производства. 20
Разделительные операции холодной листовой штамповки. 20
Типовой технологический процесс изготовления приспособления. 20
№6 21
Химические свойства металлов. 21
Ремонт приспособлений. Виды ремонта. 22
Формоизменяющие операции холодной листовой штамповки. 23
Механические свойства металлов и методы их определения. 25
Калибры. 30
Классификация штампов горячей штамповки. 36
Операции холодной объёмной штамповки 36
№7 37
Деформация тел. виды деформации 37
Классификация штампов холодной штамповки. 39
Конструкции штампов для работы на молотах. 40
Технология изготовления калибров. 41
№8 42
Типовой технологический процесс изготовления молотового штампа. 42
Шероховатость поверхности, ее измерение. 42
Технологические свойства металлов и сплавов 44
Горячая объёмная штамповка. Разновидности конструкций штампов 45
Измерительный инструмент и оборудование 45
Технологический процесс изготовления шаблона 47
Классификация средств измерений 48
Жаропрочные сплавы на основе никеля и кобальта 48
Характеристика, маркировка и область применения меди и её сплавов 49
Титан, магний и их сплавы 52
Структурные составляющие железоуглеродистых сплавов 53
Железоуглеродистые сплавы — сталь и чугун 54
Классификация и маркировка сталей. 55
Химико-термическая обработка. 57
Виды поверхностной закалки. 58
Виды термической обработки. 58
Технологический процесс изготовления штампов с применением наплавки 59
Классификация стали 59
№1
Плотностью. Определение массы заготовки.
Пло́тность — скалярная физическая величина, определяемая как отношение массы тела к занимаемому этим телом объёму или площади(поверхностная плотность).
Формула нахождения плотности[править | править исходный текст]
Плотность (плотность однородного тела или средняя плотность неоднородного) находится по формуле:
![]()
где m — масса тела, V — его объём; формула является просто математической записью определения термина «плотность», данного выше.
При вычисления плотности газов эта формула может быть записана и в виде:
![]()
где М — молярная
масса газа, ![]() — молярный
объём
— молярный
объём
Притирка. Область применения и инструмент.
Притирка – это доводочная и отделочная операция, при которой съем металла с обрабатываемой поверхности детали производится абразивными зернами, свободно распределенными в пасте или суспензии, которая нанесена на поверхность инструмента – притира.
Притирка это наиболее трудоемкая отделочная операция позволяет получать поверхности с отклонениями от требуемой геометрической формы на 0,1-0,3 мкм. Физико-механические свойства после доводки-притирки всегда выше, чем после тонкого шлифования. Различают ручную, полумеханическую и механическую притирку.
Ручная применяется в единичном производстве. Высококвалифицированный специалист обеспечивает точность размеров и геометрической формы обработанных поверхностей в пределах 2 мкм и шероховатость Rz=0,1-0,025 мкм. Полумеханическая притирка используется в мелкосерийном производстве. В этом случае главное движение осуществляется станком или машиной, а движение подачи – от руки. Механическая притирка предназначена для крупносерийного и массового производства.

Сущность абразивной притирки (см. рис.) заключается в том, что абразивные зерна 1, находясь между обрабатываемой поверхностью 3и притиром 2, вдавливаются в поверхность последнего, т.к. он изготовлен из более мягкого материала, чем деталь, и шаржируется в нем. При взаимном перемещении детали и притира закрепленные в нем абразивные зерна снимают тончайшие стружки 4 с обрабатываемой поверхности.
Эффективность технологического процесса притирки зависит от многих факторов, но главным из них является правильный выбор паст и суспензий, а также материала и формы притиров.
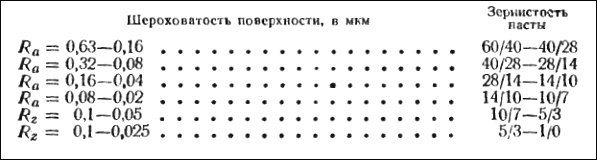
Популярную алмазную пасту целесообразно применять в тех случаях, когда точность размеров обрабатываемых деталей должна соответствовать 5-му и 6-му квалитетам (степень точности), а шероховатость поверхности Rz=0,05-0,025 мкм. Необходимую зернистость пасты для достижения заданной шероховатости поверхности можно выбрать только ориентировочно:
Форма рабочей поверхности притира, как правило, должна соответствовать форме обрабатываемой поверхности, поэтому точность последней зависит от точности поверхности притира. Притиры изготавливаются из стали, чугуна, меди, бронзы, стекла, твердых и вязких пород дерева. Наиболее распространены притиры из серого чугуна.
Стальные притиры по сравнению с чугунными имеют более высокую износостойкость и прочность и более низкую шаржируемость. Они применяются при доводке эльборовыми и алмазными пастами. Особенно эффективно использование сталей для изготовления тонких и длинных притиров.
Для тонкой доводки-притирки лучшим инструментом является притир из стекла. Малый износ стеклянного притира под воздействием химико-механических паст (например, ГОИ) имеет важное значение не только для сохранения точности инструмента, но и для повышения производительности процесса. Паста воздействует преимущественно на обрабатываемую поверхность, что, естественно приводит к ее экономии и увеличению удельного съема металла. Высокая износостойкость является главным достоинством стеклянных притиров, которые практически мало деформируются с течением времени.
Чем меньше зернистость эльборовых и алмазных паст, тем мягче должен быть материал притира.