

4.1 Нарізання зубів зубчатого колеса методом копіювання.
Нарізання зубів зубчатого колеса методом копіювання відбувається на вертикальних і горизонтальних фрезерних верстатах. У цьому випадку зубчасті колеса нарізаються модульними пальцевими (Рис.13-а) або модульними дисковими (Рис.13-б) фрезами. У процесі обробки фреза прорізає у заготовці западину такої ж форми, яку має профіль фрези , утворюючи поверхні двох суміжних зубів. Після фрезерування кожної западини заготовку за допомогою ділильної головки повертають для обробки наступних двох зубів.
Однак при такому способі зубчасті колеса нарізаються повільно, так як кожен зуб нарізається окремо і потрібен час на поділ заготовки та повертання інструменту. Крім того, при нарізанні на фрезерних верстатах потрібна велика кількість модульних фрез, так як для кожного модуля необхідно мати не менше восьми фрез різного профілю залежно від числа зубів колеса, що нарізається.
Перевагою цього методу є застосування стандартного інструменту і технологічного устаткування. При цьому забезпечується точність зубчастого колеса в межах 9 ... 11-го ступеня.
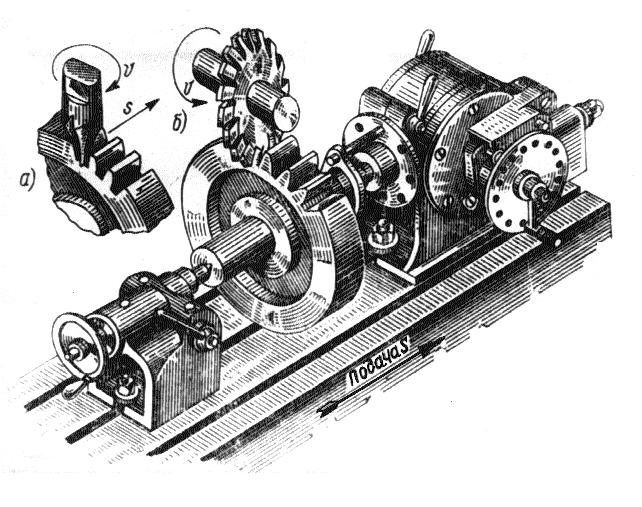
Рис.13. Нарізання зубів зубчатого колеса методом копіювання
Вертикально-фрезерний станок 6н12.
На рис.14 показані органи управління вертикально-фрезерним верстатом 6Н12. Фрезерний верстат даного типу переважно використовуються для свердління, зенкерування і розточування отворів, обробки горизонтальних і вертикальних площин, пазів, рамок, кутів, зубчастих коліс, спіралей, моделей штампів, прес-форм та інших деталей. Фрезерний верстат вертикального типу дозволяє працювати з деталями зі сталі, чавуну, кольорових металів, їхніх сплавів та інших матеріалів.
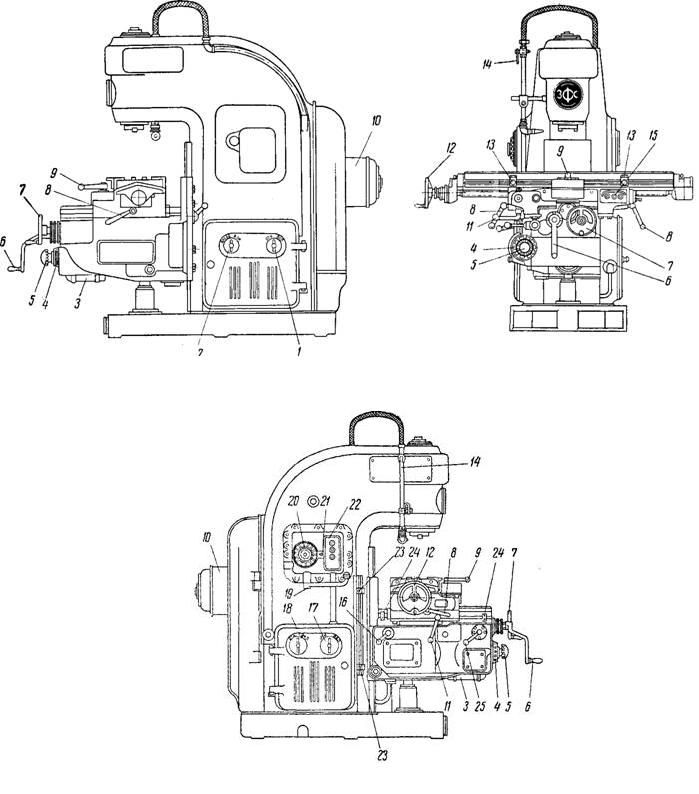
Рис.14. Вертикально-фрезерний верстат 6Н12
Електродвигун 10 приводу шпинделя включається від натискання кнопки «шпиндель» на пусковий панелі 22, розташованої на коробці передач верстата. Кнопкова пускова панель 22 дублюється пусковий панеллю 15, розташованої на передній стороні санчат, тобто включення шпинделя може бути також вироблено кнопкою «шпиндель» на панелі 15. Вимкнення обертання шпинделя здійснюється кнопкою «стоп» на будь-який з кнопкових панелей 22 або 15. Таке розташування кнопкових панелей дозволяє фрезерувальнику здійснювати пуск і зупинку верстата з будь-якого місця.
Електродвигун 3 приводу столу включається від двох дублюючих спеціальних електричних пристроїв, так званих командоаппаратов, за допомогою відповідних рукояток. Рукоятка 9 (або дублююча її рукоятка 11) включає поздовжній хід столу в напрямках вправо і вліво, будучи поставлена у відповідні крайнє праве і крайнє ліве положення, вимикає поздовжнє рух столу, перебуваючи в середньому положенні. Таким чином, рукоятка має три фіксованих положення: «подача вправо», «подача вліво» і «стоп».
Дублюючі рукоятки 25 і 16 включають поперечну і вертикальну подачі столу від себе - до себе, вгору - вниз і стоп, будучи поставлені в одне з п'яти фіксованих положень: «подача консолі вгору», «подача консоль вниз», «подача санчат від себе» , «подача санчат до себе» і «стоп поперечного або вертикального ходу».
Включення двигуна подачі для переміщення столу можливе лише після включення двигуна приводу шпинделя. Якщо рукоятки механічних подач (поздовжньої 9 або 11у поперечної і вертикальної 25 або 16) коштують не в нульовому положенні «стоп», то з включенням кнопки «шпиндель» (на кнопкової панелі 22 або 15) одночасно включається відповідна подача.
Для скорочення часу на підведення столу із закріпленою деталлю до фрези і відведення деталі після закінчення робочого ходу у верстаті передбачений швидкий хід столу в подовжньому, поперечному і вертикальному напрямках, що включається кнопкою «швидко» пусковий панелі 22 або 15. Кнопка «швидко» включає швидкий хід столу, санчат або консолі за умови, якщо відповідні рукоятки механічних подач (поздовжньої 9 або 11, поперечної і вертикальної 25 або 16) включені в потрібному напрямку, якщо ж ці рукоятки знаходяться в нульовому положенні «стоп», включення швидкого ходу не відбудеться.
Кнопка «швидко» працює тільки при натисканні на неї, при звільненні кнопки швидкий хід столу відключається.
Включення швидкого ходу столу можливо і прі не включеному двигуні шпинделя.
Налаштування коробки швидкостей на задане число обертів шпинделя проводиться поворотом лімба 20 з нанесеними числами оборотів і установкою необхідного числа проти стрілки-покажчика 21. Перш ніж повернути лімб 20, необхідно потягнути на
себе рукоятку 19. Після установки лімба на потрібну кількість оборотів рукоятку 19 повертають у вихідне положення. На рис. 110, а показана настройка коробки швидкостей на 95 об / хв шпинделя.
Реверсування напрямку обертання шпинделя виробляється реверсивним перемикачем 2 (мал. 109), розташованим у правому електрошафі.
Налаштування коробки подач на задане переміщення столу проводиться грибком 5 і лімбо 4 з нанесеними значеннями подач. Перемикання подач проводиться таким же чином, як і перемикання швидкостей. У даному випадку необхідно грибок 5 потягнути на себе і повернути його і пов'язаний з ним лімб 4 до збігу заданої подачі зі стрілкою-покажчиком, прикріпленою до корпусу коробки подач. На рис. 110,6 показана настройка на подачу 190 мм / хв.
Для автоматичного виключення подачі в верстаті є переставні кулачки 13, 23 і 24 (мал. 108, 109); ручні переміщення столу в подовжньому, поперечному і вертикальному напрямках здійснюються від відповідних маховичків і рукояток.
Охолоджуюча рідина подається на фрезу від електронасоса (не показані на рис. 108 і 109) через трубопровід і наконечник з краном 14 для регулювання кількості рідини, що подається. Включення насоса проводиться перемикачем У, розташованим у правому електрошафі.