

3.3 Нарізання різьби на верстаті 1и611п різними способами .
Процес нарізання різьби на токарних верстатах може здійснюватися за допомогою трьох типів інструменту - різця, мітчика або плашки та спеціальної твердосплавної напайки. Кожен із способів має свої певні переваги і застосовується для нарізання різьби різного типу.
Нарізання різьби за допомогою різця:
Форма різця, що встановлюється на токарний верстат, має особливе значення - саме кут заточування цього інструменту визначає тип різьблення. Якщо використовується різець, гостро заточений у формі трикутника, то виходить метрична різьба, якщо кінець притупляється, то мова йде вже про нарізання трапецеїдальної різьби.
Для нарізання зовнішньої і внутрішньої різьби використовуються різці різної конструкції - для зовнішньої застосовується різець, який чимось нагадує відрізний, тільки що має спеціальний кут заточування, а для внутрішньої використовується інструмент з поверхненою на 90 ˚ твердосплавними напайками.
Крок гвинтової різьби досягається за рахунок суміщення руху обертання шпинделя і поздовжньої подачі супорта - певний крок різьблення вимагає своєї подачі. Тому на токарних верстатах ця функція закладена виробником - щоб нарізати різьбу, досить перемкнути необхідні важелі у відповідності з технологічною таблицею.
Нарізання різьби за допомогою плашки або мітчика:
Це найпростіший спосіб, за допомогою якого можна нарізати різьбу на токарному верстаті. Як правило, попередньо проточена заготовка встановлюється в патрон верстата і центрується. Після чого включаються малі обороти та інструментом, встановленим на спеціальний комірець, практично вручну нарізається різьба. Про великої продуктивності в цьому випадку говорити не доводиться.
Нарізання різьби за допомогою твердосплавних пластин:
Різьбова твердосплавна пластина виготовляється у вигляді декількох зубців, які повторюють форму майбутньої різьблення. Як правило, процес нарізання здійснюється за кілька проходів - з кожним разом пластина занурюється в тіло деталі на кілька десятих міліметра, в результаті чого збільшується і шорсткість поверхні, і термін служби цієї пластини. Пластини, як правило, не заточуються в ручному режимі - їх виготовляють на спеціальному складному обладнанні.
Горизонтально-фрезерний верстат 6н81.
Горизонтально-фрезерний верстат моделі 6Н81 (рис.10.) призначений для обробки плоских і фасонних поверхонь різного профілю, прорізання гвинтових і прямих канавок, нарізання зубчастих коліс методом копіювання і т.д. Фрезерування здійснюється циліндричними, дисковими, кінцевими, торцевими і фасонними фрезами.
Рис.10. Горизонтально-фрезерний верстат 6Н81
Верстат призначений для роботи в умовах одиничного і малосирійного виробництва.
Головним рухом у верстаті є обертання фрези, а рух подачі - прямолінійне переміщення столу із закріпленою на ньому заготовки в поздовжньому, поперечному або вертикальному напрямку.
Універсальність верстата забезпечується можливістю повороту столу навколо вертикальної осі на ± 45 °. Для розширення технологічних можливостей на верстаті застосовуються ділильні головки. З їх допомогою стає можливим нарізання зубчастих коліс методом копіювання та прорізання гвинтових канавок.
Загальна будова горизонтально-фрезерного верстата 6Н81 представлений на рис.11. Верстат має станину А, в якій знаходиться коробка швидкостей і шпиндельний вузол, а в основі станини З розміщується резервуар для охолоджуючої рідини; консоль Ж з коробкою подач, що переміщується по вертикальних напрямних станини; поперечні санчата Д, які можуть переміщуватись по напрямних консолі; стіл Е, що має поздовжнє переміщення по напрямних поперечних санчат; хобот Б з кронштейном, призначений для підтримки кінця фрезерної оправки; підтримуючі стійки В, зв'язують хобот з консоллю для збільшення жорсткості верстата.
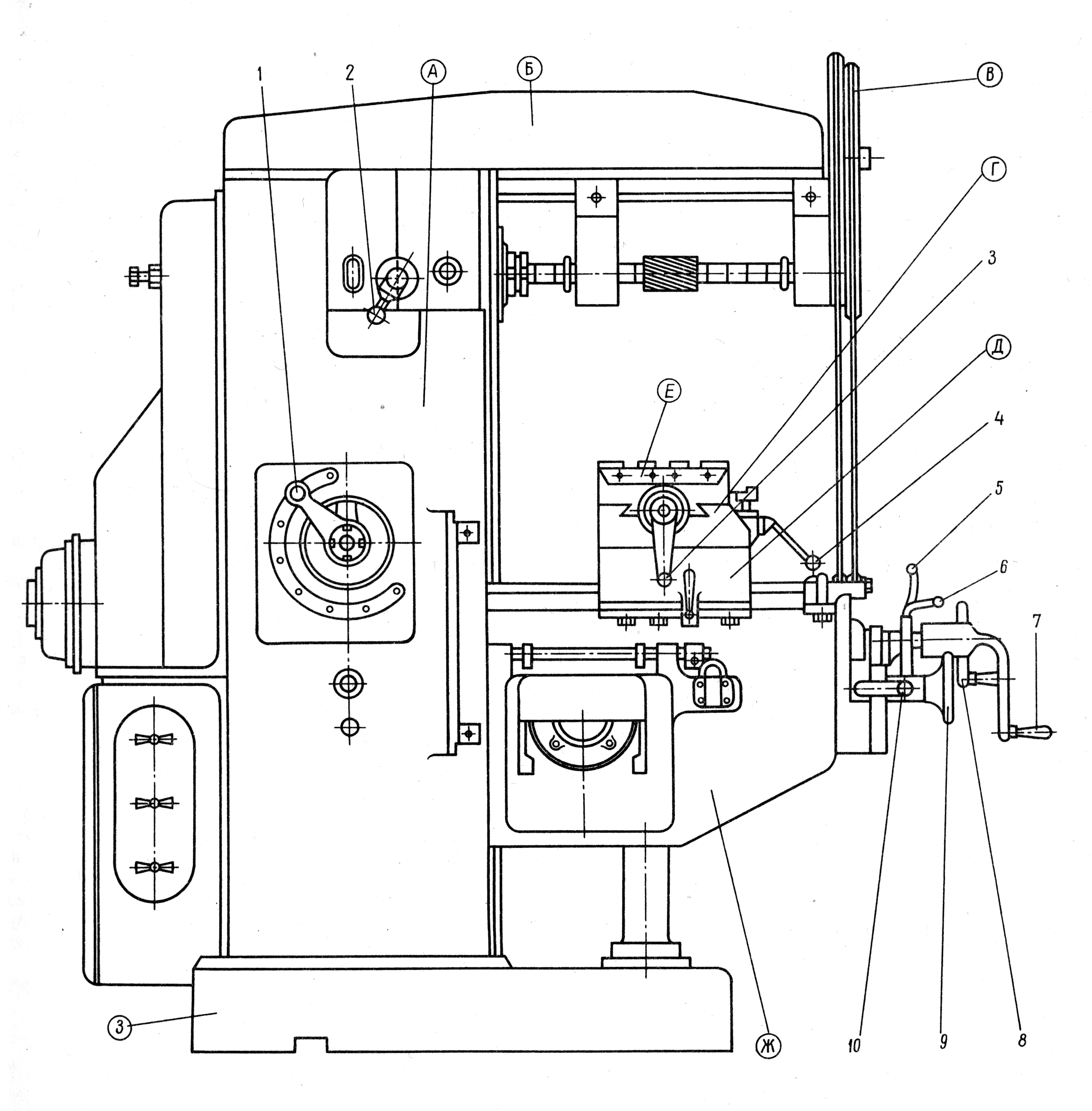
Рис.11. Будова горизонтально-фрезерний верстат 6Н81
А - станина з коробкою передач і шпиндельним вузлом; Б - хобот з підвісками; В - додатковий зв'язок консолі з хоботом; Г - поворотна частина столу; Д - поперечні санчата; Е - стіл; Ж - консоль з коробкою подач; З – підстава з резервуаром для охолоджуючої рідини.
1 - рукоятка перемикання коробки швидкостей; 2 - рукоятка включення перебору шпинделя; 3 - рукоятка ручного поздовжнього переміщення стола, 4 - рукоятка управління поздовжньою подачею столу; 5 - рукоятка управління поперечною подачею; 6 - рукоятка управління вертикальною подачею; 7 - рукоятка ручного вертикального переміщення столу; 8 - маховичок ручного поперечного переміщення столу; 9 - маховичок перемикання коробки подач; 10 - рукоятка перемикання перебору коробки подач.
Коробка передач являє собою механізм з трьома пересувними зубчастими блоками і сполученими з ними зубчастими колесами (рис.12). При перемиканні передач коробка передач утворює вісім ступенів частот обертань, які передаються клиновими ременями валу V. Управління пересувними блоками коробки швидкостей здійснюється однією рукояткою 1.
Шпиндель VII змонтований на двох опорах: передня складається з двох кулькових підшипників , задньою опорою служить один кульковий підшипник. Між опорами шпинделя на конусі та шпонці встановлений маховик, що забезпечує рівномірне обертання. Швидка зупинка обертання шпинделя забезпечується наявністю гальма з електромагнітним приводом. Шпиндель розвантажений від зусиль з боку пасової передачі, так як привідний шків встановлений на незалежних підшипниках.
Нижче шпинделя в станині змонтований переборний валик VI. Рухомі шестерні Z = 25, 64 і кулачкова муфта М1 перемикаються одно-тимчасово однією рукояткою 2. При включеній муфті М1 обертання від шківа передається безпосередньо на шпиндель, при цьому шестерні Z = 25 і 64 виводяться із зачеплення. Така конструкція перебору покращує ККД верстата і сприяє зменшенню вібрацій при роботі на високих частотах обертання шпинделя.
Консоль служить для підйому або опускання стола. Всередині неї разміщені механізми подачі, що включають в себе: коробку подач, редуктор, реверс і механізм перемикання подач. На передній стінці консолі знаходяться рукоятки для управління столом.
Стіл верстата може бути повернений навколо вертикальної осі на ± 45 градусів, що дозволяє фрезерувати , із застосуванням універсальної ділильної головки , гвинтові канавки на циліндричних деталях.
Коробка подач, за своєю кінематикою , аналогічна коробці швидкостей. Вона має три вали і дві групи передач , одна з яких має дві передачі, а інша - чотири. Таким чином, коробка подач забезпечує отримання восьми значень передаточних відношень .
Двоступінчастий блок Б7 на валу XI, включений у редуктор, збільшує число передаточних відношень з восьми до шістнадцяти , а червячна передача 2/36 зменшує частоту обертання валів у 18 разів.
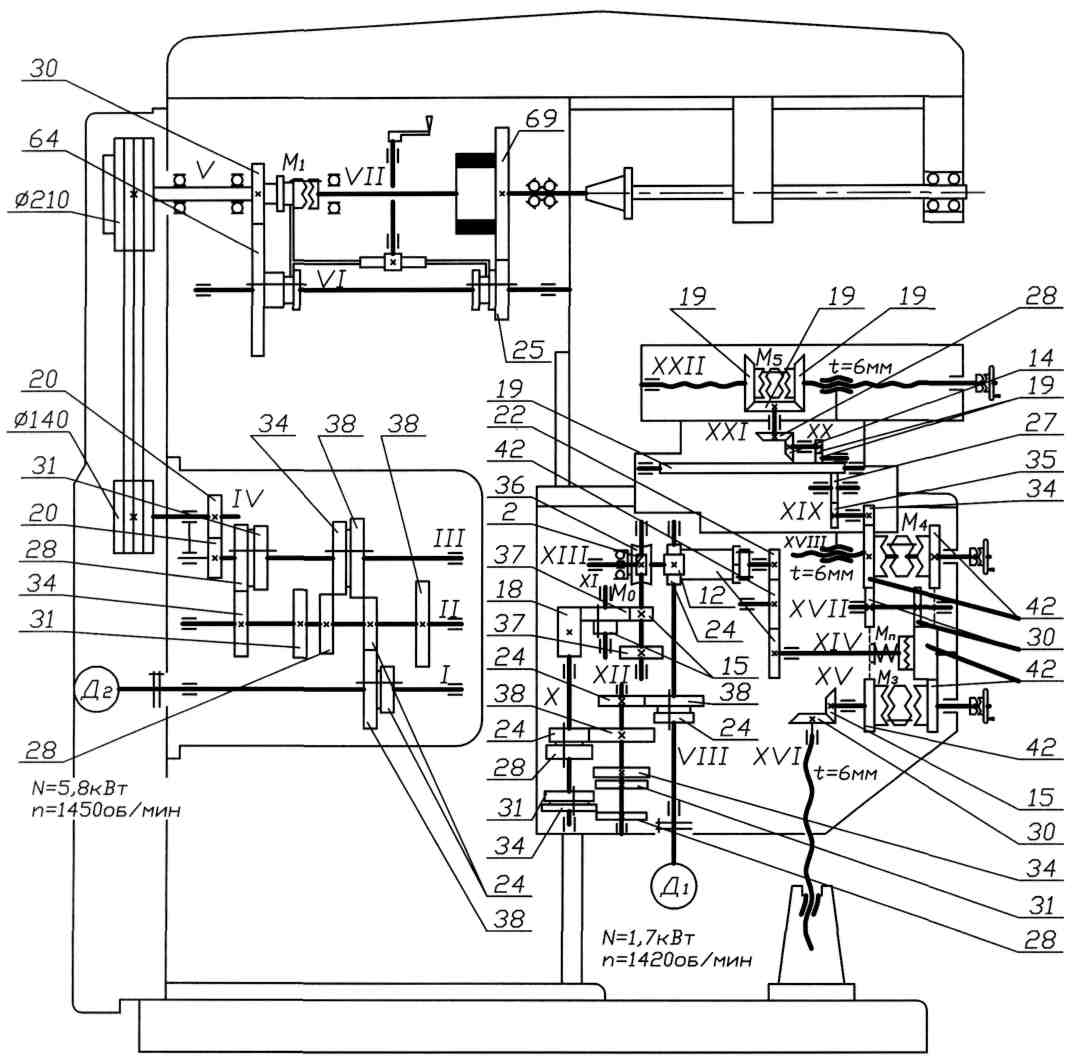
Рис.12. Кінематична схема верстата 6Н81
Фрикційна муфта на XIII валу (при включенні) дозволяє через гвинтову передачу 2/24 здійснювати швидкі переміщення столу і консолі безпосередньо від електродвигуна, при цьому муфта М0 автоматично розриває ланцюг руху на вал ХШ від коробки подач.
Від редуктора до ходових гвинтів подовжнього, поперечного і вертикального переміщення столу, рух передається через відповідні реверсивні механізми.