

2.1 Обробка конічних поверхонь на верстаті 1к62.
Обробка конічніх поверхонь заготовок на токарному верстаті 1К62 здійснюється одним з таких способів:
1. Широкими токарними різцямі з їх поперечної подачі (рис.6. а). Довжина конічної поверхні при цьому не винних перевищувати 20 ... 25 мм.
2. Поворотом каретки верхнього супорт на кут α, что дорівнює половіні кута при вершіні оброблюваного конуса (рис.6. б). Подачу SН при цьом здійснюють вручну пересування каретки верхнього супорт.
3. Зміщенням корпусу задньої бабки на величину h в напрямі, перпендикулярному до лінії центрів верстата (рис.6. в). Цим методом обробляють тільки зовнішні конічні поверхні, у яких довжина твірної порівняно велика, а кут при вершині не перевищує 10…12о . Величина h = L * Sinϕ, де L – довжина заготовки, мм; ϕ - половина кута при вершині конуса.
4. З допомогою конусної лінійки 2, корпус якої 3 закріплюють на станині верстата. Конусна лінійка встановлюється під кутом α до лінії центрів верстата і по її напрямним переміщується повзун 1, з’єднаний з кареткою поперечного супорта 4.
Таким чином, верхній каретці одночасно надаватимуться два рухи: поздовжній разом із супортом і поперечний, що і забезпечить утворення конічної поверхні на заготовці (рис.6. г)
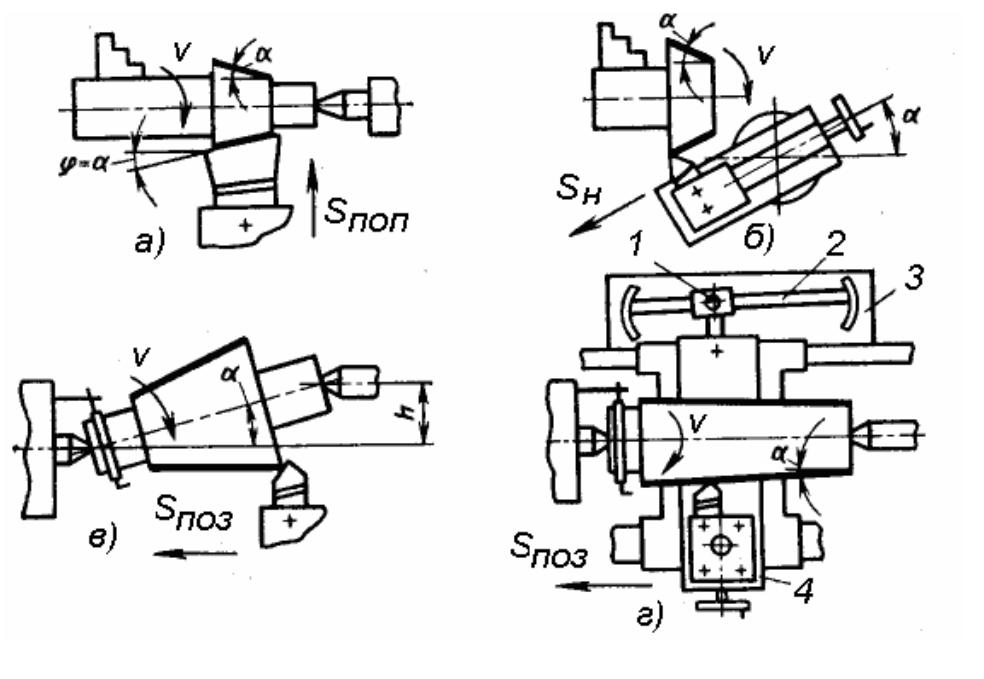
Рис.6. Схема обробки конічних поверхонь на верстаті 1К62
2.2 Свердління отворів на верстаті 1к62.
Свердління отворів на токарному верстаті (рис.7.) проводиться в наступному порядку: спочатку вибирається свердло необхідного діаметра так, щоб довжина його робочої частини була більше глибини просвердлюваного отвора , потім перевіряється правильність його заточування, протирається конусна частина свердла і отвір в пінолі задньої бабки, після чого свердло вставляється в піноль. Якщо хвостовик свердла менше отвора в пінолі, застосовуються перехідні конусні втулки. Якщо ж свердло має циліндричний хвостовик, воно закріплюється в цанговому патроні, а патрон своїм конічним хвостовиком вставляється або безпосередньо в отвір пінолі, або з використанням конусних перехідних втулок.
Задня бабка встановлюється так, щоб свердління можна було проводити на всю глибину без перестановки бабки. На початку свердління, при правильному торці деталі і відсутності центрового отвору, слід направляти свердло упором, встановленим у резцедержателе, подачу виробляти повільно і рівномірно. Найчастіше виводити свердло з отвору для звільнення його від стружки, причому робити це, щоб уникнути поломки, слід без зупинки обертання деталі. Свердління проводити з рясним охолодженням. Свердління на токарних верстатах зазвичай проводиться вручну, обертанням маховичка задньої бабки. У деяких верстатів задня бабка може мати автоматичне переміщення, в цьому випадку свердління можна виконувати з механічною подачею і поєднувати його з поздовжньою обточуванням деталі. Якщо такого механізму немає, то можна скріпити задню бабку з супортом нескладним пристроєм і, попередньо відкріпивши бабцю від станини, використовувати механізм поздовжньої подачі супорта для переміщення задньої бабки. Застосувавши спеціальний тримач для свердла, можна також встановити його в резцедержателе верстата. Недоліком даного методу є трудність встановлення свердла точно по осі центрів.
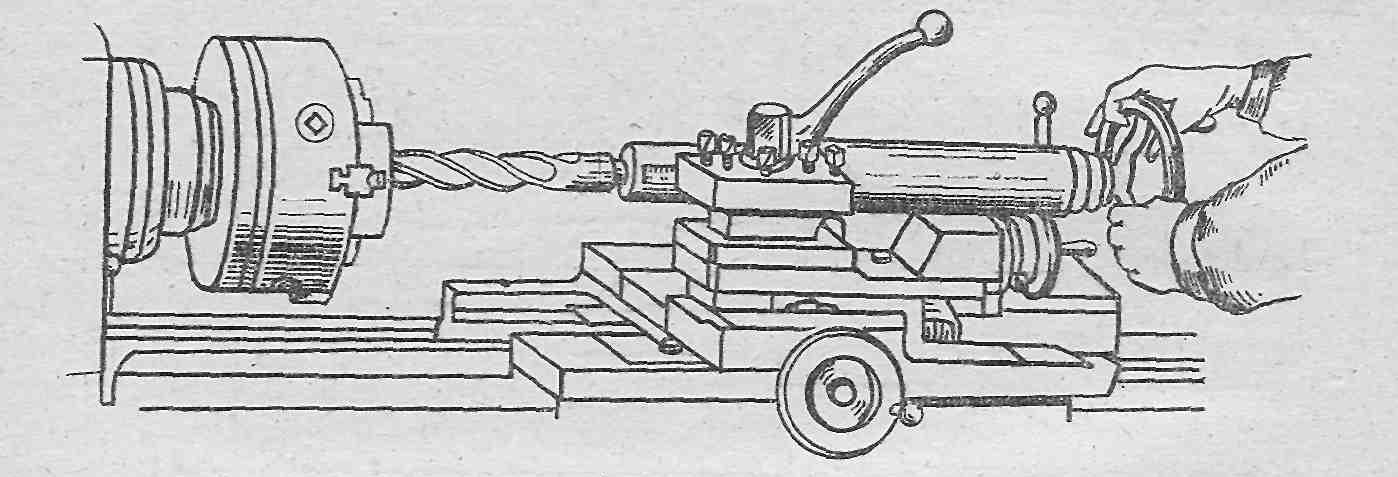
Рис.7. Свердління отворів на токарному верстаті