20% Общего времени цикла.
Таблица 2.1: Эффективность цикла
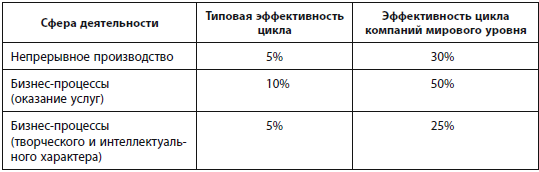
Не удивляйтесь, если окажется, что эффективность процессов в вашей
организации ниже 5%. Не унывайте. Опыт свидетельствует, что применяя
основные инструменты «бережливого производства + шесть сигм», вы
быстро начнете пожинать плоды и сумеете снизить затраты как минимум
на 20%. (Ряд примеров, приведенных в III части данной книги, рассказы-
вает о еще более впечатляющих результатах, когда этот показатель при-
ближался к 50%).
Эффективность процесса можно представить наглядно, отделив время,
добавляющее ценность, от не добавляющего ценность на временной оси
создания ценности, как показано на рис. 2.6. (Такое наглядное представле-
ние помогает расшевелить и заинтересовать людей!)
Идея карты времени создания ценности достаточно проста. Нужно прос-
то проследить процесс обработки любой единицы продукции и отнести
затраченное время к одной из трех категорий: (1) добавляющее ценность,
(2) неизбежные потери — они являются неотъемлемым аспектом ведения
бизнеса (работа, за которую потребителю не хочется платить, но без которой
не обойтись — бухгалтерское дело, соблюдение юридических и других норм),
и (3) задержки/потери. Затем изобразите временную шкалу и нанесите на
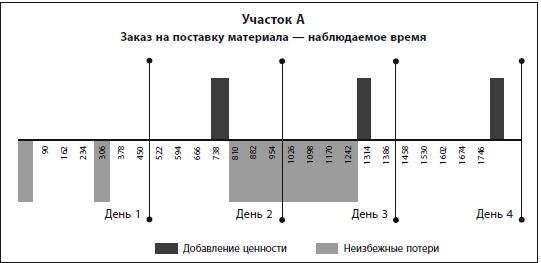
Рис. 2.6. Временная ось создания ценности
Временная ось создания ценности отслеживает движение единицы
продукции в ходе процесса и учитывает затраченное время. Над сред-
ней линией показано время, добавляющее ценность с точки зрения
потребителя; остальное — потери.
нее все три категории. В приведенном примере, касающемся снабжения в
Lockheed Martin, вы видите, что с момента приема заявки центром по снаб-
жению до размещения заказа проходит четыре дня. Работа, добавляющая
ценность (темные участки над средней линией) показывают, что в течение
этих четырех дней закупщик потратил на обработку заказа 14 минут. Боль-
шая часть времени, которое изображено как пустое пространство, представ-
ляет собой время ожидания в очереди. Первоначально этот процесс имел
эффективность менее 1% (14 минут из 4 дней или 1920 минут).
Урок № 5. 20% работ порождает 80% задержек
Добиться основной цели бережливого производства — скорости — можно
одним-единственным путем — избавиться от всего, что замедляет процесс.
Составление карт процесса и сбор данных о времени цикла, вариации и
сложности позволит вам вычислить время задержки на каждой отдельной
операции процесса. Опыт показывает, что в любом процессе с эффектив-
ностью цикла, составляющей 10% и менее, 80% времени выполнения зака-
за «съедается» менее чем 20% операций — еще один пример эффекта Па-
рето в действии! Эти 20% получили название временных ловушек, которые
становятся очевидными при составлении карт потока создания ценности
(см. Главу 4), и могут быть представлены в виде временной оси создания
ценности как на рис. 2.6.
Прочитав Главу 4, вы поймете, что выявление временных ловушек —
одна из важнейших проблем, поскольку приоритетность в данном случае
определяется продолжительностью задержки. Правильно определив при-
оритетность целевых показателей, вы будете располагать мощным рычагом
воздействия на финансовые результаты совершенствования.
Урок № 6. Нельзя совершенствовать то, что вы не видите
Если возможности сокращения затрат и времени выполнения заказа в сфе-
ре оказания услуг столь велики, почему бы не применять «бережливое
производство + шесть сигм» чаще?
Одним из очевидных преимуществ производства является возможность
увидеть и отследить поток работы. Вы идете вдоль производственной ли-
нии и видите, как обрабатывается изделие и как, перемещаясь с одного
рабочего место на другое, сырье или материалы превращаются в конечный
продукт. Этот поток всегда документируется в диспетчерском отделе, ко-
торый регистрирует работу, добавляющую ценность. Кроме того, вы ви-
дите материальные свидетельства наличия потерь (продукция, требующая
доработки, отходы производства, задержки) в виде груд незавершенного
производства или брака.
При оказании услуг большая часть работы остается невидимой. Одним
нажатием клавиши кто-то отправляет отчет в другой офис в конце кори-
дора или в любую точку земного шара. Кто-то другой нажимает кнопку на
телефоне и переключает потребителя с одного отдела (например, обслужи-
вания клиентов) на другой (техническую поддержку).
В сфере услуг труднее увидеть не только поток (процесс). Почти так
же сложно оценить объем незавершенного производства. Да, кое-кто из
нас может оценить его объем, взглянув на кипу бумаг на столе или со-
считав, сколько людей стоит в очереди в ожидании обслуживания. Но
гораздо чаще «работа» имеет менее зримые формы — например, отчеты
или заказы в электронном виде, которые дожидаются обработки, 20 элек-
тронных писем, на которые нужно ответить, 10 клиентов, «висящих» на
телефонной линии.
Но хотя в сфере услуг сложно сделать поток видимым, осмысление
потока работы и оценка объема незавершенного производства — необхо-
димые условия применения концепций бережливого производства для
повышения скорости и сокращения потерь. Чтобы «сделать невидимое
видимым», можно использовать различные карты, включая карты потока
создания ценности, с которыми вы будете многократно встречаться в этой
книге (пример такой карты приводится на рис. 2.7)*.
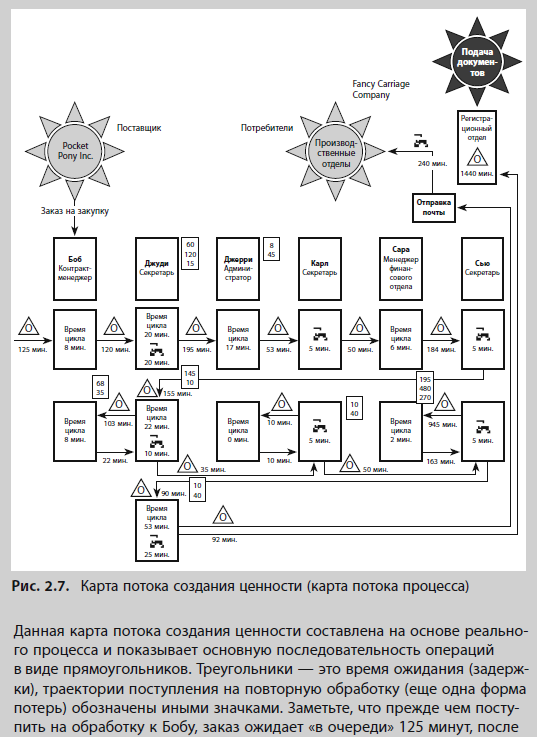


Кроме того, рис. 2.7 показывает, что многие управленческие процессы
чрезмерно сложны. Так, в одной компании утверждение внесения измене-
ний в конструкцию требует подписи семи менеджеров, и бланк утвержде-
ния неделями путешествует по семи лоткам для входящих документов.
Такой процесс оказания услуг вызывает серьезные проблемы в производс-
твенном процессе, поскольку он мешает своевременному изменению чер-
тежей (и изделий, которые изготавливаются по этим чертежам). Длительный
цикл такого процесса принятия решений означает, что после выявления
проблемы с качеством доработки будут продолжаться еще очень долго,
даже после создания новых чертежей, по которым можно изготовить изде-
лия без дефектов.
Когда в компании изучили процессы получения всех семи подписей
более внимательно, стало ясно, что пять из семи менеджеров не обладают
знаниями и квалификацией, значимыми для процесса. Этим пяти менед-
жерам было вполне достаточно получать уведомление об утверждении
нового документа, и это не наносило бы процессу ни малейшего ущерба.
В их адрес по-прежнему отсылалась копия данного документа, поскольку
им было полезно узнать о внесенных изменениях, но они были исключены
из процесса принятия решения. Теперь два оставшихся менеджера успева-
ют менее чем за неделю изучить форму и решить все вопросы, после чего
процесс может продолжаться дальше.
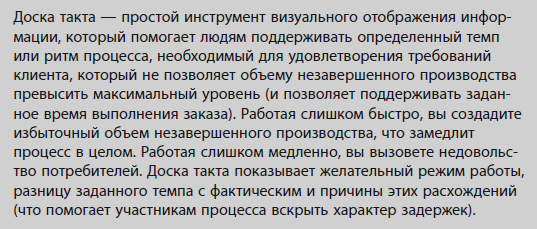
Визуальный менеджмент
Обилие инструментов визуального менеджмента, которые использует бе-
режливое производство, объясняется преимуществами наглядного пред-
ставления незавершенного производства, затрат и сферы компетенции
сотрудников. Эти инструменты позволяют:
1) Определить и наглядно представить приоритеты в работе.
2) Наглядно представить ежедневные показатели эффективности про-
цесса («был ли день удачным или нет?»).
3) Создать благоприятные условия для общения в рабочей зоне, а так-
же между менеджментом и персоналом.
4) Обеспечить обратную связь с членами рабочих команд, мастерами
(супервайзерами) и менеджерами и дать возможность всем сотруд-
никам внести свой вклад в непрерывное совершенствование.
На простейшем уровне, визуальный менеджмент может включать выве-
шивание на доске объявлений карт процесса — где показано, как должен
осуществляться процесс — или списка показателей для того, чтобы все в
рабочей зоне могли видеть, насколько успешно или неудачно осуществля-
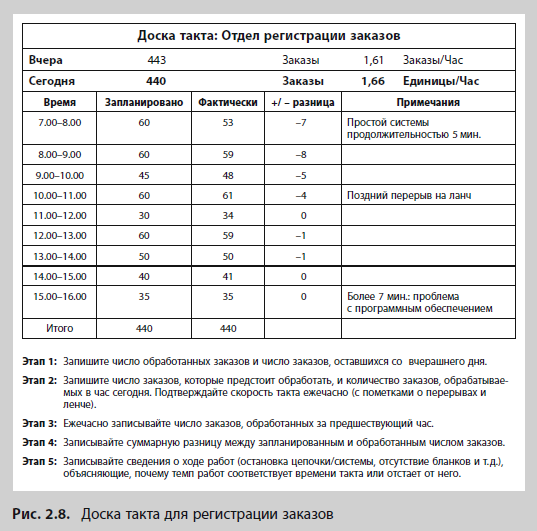
ется процесс. Рис. 2.8 показывает особую разновидность инструмента визу-
ального менеджмента, который называется доской такта «takt board» (слово
«Takt» по-немецки означает «метроном»). Такие доски используются для
поддержания желаемого ритма или темпа процесса. На доске отражены
желаемые показатели «ритма производства», (с учетом требований клиента
и пределов объема незавершенного производства) и показатели фактической
скорости, с которой работают участники процесса. Группа, которая разра-
ботала эту доску, определила допустимый предел незавершенного произ-
водства и использует ее, чтобы поддерживать число заявок в процессе на
уровне 48 штук. (Далее будет рассказываться о других инструментах визу-
ального менеджмента).