

Изготовление зубчатых колес
Заготовки зубчатых колес получают литьем, ковкой, штамповкой в зависимости от материала, формы и размеров. Зубья колес изготовляют накатыванием, нарезанием, реже литьем.
Накатывание зубьев применяется
в массовом производстве. Предварительное
формообразование зубьев цилиндрических
и конических колес производиться горячим
накатыванием при нагревании венца
стальной заготовки токами высокой
частоты до температуры
![]() и обкатке между колесами накатниками.
При этом на венце выдавливаются зубья.
Для получения колес более высокой
точности производят последующую
механическую обработку зубьев или
холодное накатывание-калибровку.
и обкатке между колесами накатниками.
При этом на венце выдавливаются зубья.
Для получения колес более высокой
точности производят последующую
механическую обработку зубьев или
холодное накатывание-калибровку.
Холодное накатывание зубьев применяется при модуле до 1мм.
Нарезание зубьев осуществляют методом копирования или обкатки.
Метод копирования заключается в прорезании впадин между зубьями модульными фрезами: дисковыми или пальцевыми. После прорезания каждой впадины заготовку поворачивают на шаг зацепления, профиль впадины представляет собой копию профиля режущих кромок фрезы. Метод копирования малопроизводительный и неточный, применяется преимущественно в ремонтном деле.
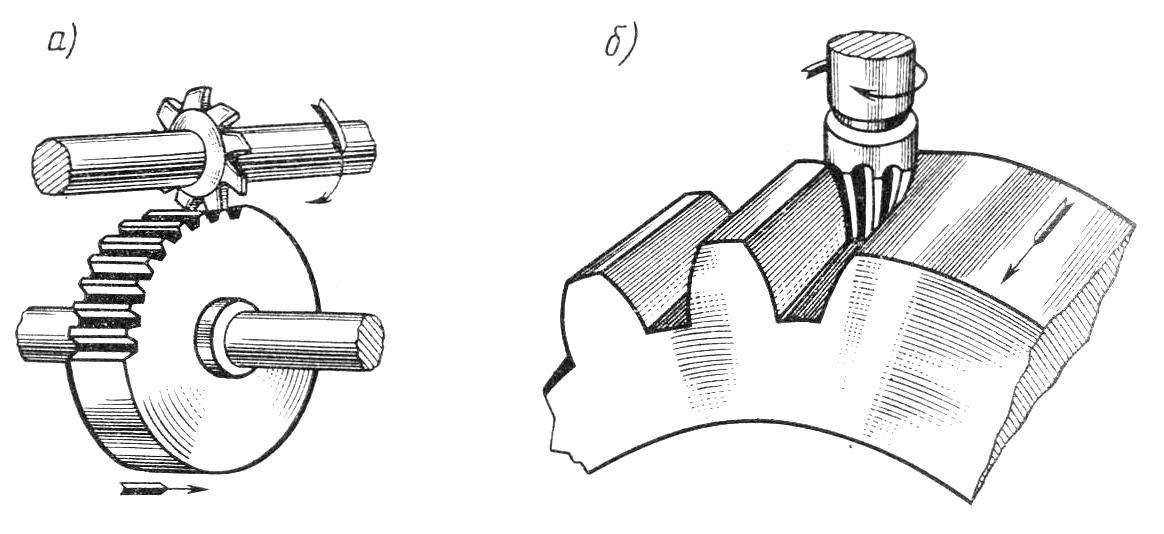
Рисунок 3 – Нарезание зубьев методом копирования
Нарезание зубьев методом обкатки основано на воспроизведении зацепления зубчатой пары, одним из элементов которой является режущий инструмент: червячная фреза, долбяк, инструментальная рейка. Нарезание зубьев червячными фрезами применяют для изготовления цилиндрических колес с внешним расположением зубьев. Для нарезания колес с внутренним расположением зубьев применяют долбяки. Инструментальными рейками (гребенками) нарезают прямозубые и косозубые колеса с большим модулем зацепления. Нарезание зубьев конических колес методом обкатки производиться строганием, фрезерованием, инструментом с прямобочным профилем или резцовыми головками.
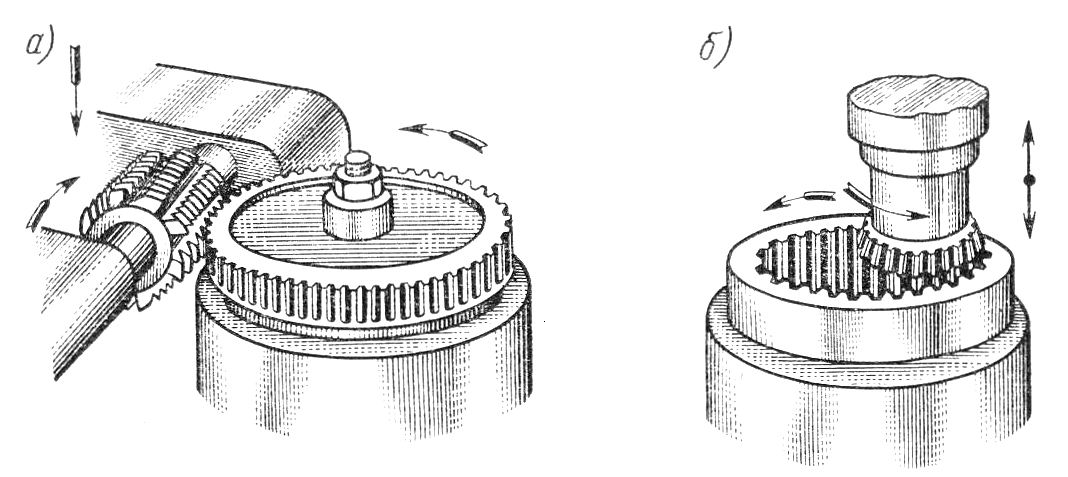
Рисунок 4 – Нарезание зубьев методом обкатки
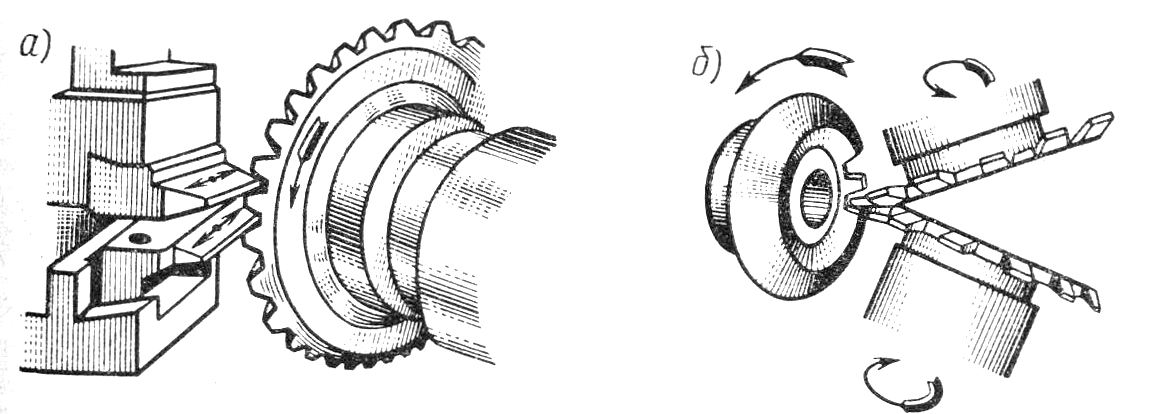
Рисунок 5 – Нарезание конических колес
Зубья точных зубчатых колес после нарезания подвергают отделке шевингованием, шлифованием, притиркой или обкаткой.
Шевингование применяют для тонкой обработки незакаленных колес, выполняют инструментом – шевером..
Шлифование применяют для обработки закаленных зубьев. Выполняют шлифовальными кругами методом копирования или обкатки.
Притирку используют для отделки закаленных зубьев колес. Выполняют притиром – чугунным точно изготовленным колесом с использованием абразивных паст.
Обкатка применяется для сглаживания шероховатостей на рабочих поверхностях зубьев незакаленных колес, зубчатое колесо обкатывается под нагрузкой с эталонным колесом большой твердости.
Понятие о зубчатых зацеплениях со смещением (корригированных)
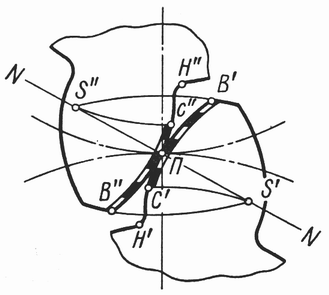
Рисунок 6 – Рабочие участки профилей зубьев
При работе колес зацепление двух зубьев
происходит по рабочим участкам профилей
ВПС, которые определяют графически
путем переноса точек
![]() и
и
![]() линии зацепления на профили зубьев. В
процессе зацепления рабочие участки
профилей зубьев одновременно катятся
и скользят друг по другу вследствие
разности участков головок ВП и ножек
ПС. Неравенство касательных
составляющих окружных скоростей
линии зацепления на профили зубьев. В
процессе зацепления рабочие участки
профилей зубьев одновременно катятся
и скользят друг по другу вследствие
разности участков головок ВП и ножек
ПС. Неравенство касательных
составляющих окружных скоростей
![]() и
и
![]() не нарушает правильность зацепления,
а создает относительное скольжение
профилей. Скорость скольжения зуба
шестерни по зубу колеса
не нарушает правильность зацепления,
а создает относительное скольжение
профилей. Скорость скольжения зуба
шестерни по зубу колеса
![]()
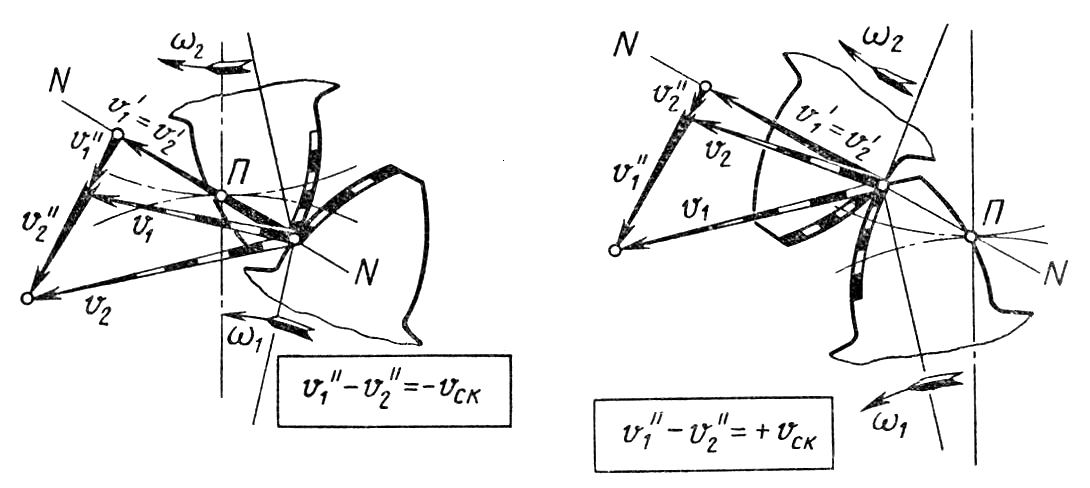
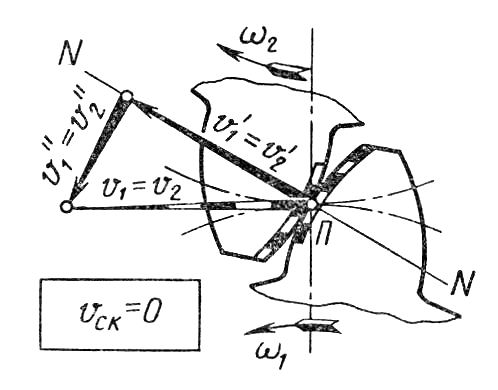
Рисунок 7 – Скольжение при взаимодействии зубьев
Точки профилей головок имеют большие касательные скорости, чем точки ножек, следовательно, поверхности головок являются опережающими. Большему износу подвержена ножка, меньшему – головка, что приводит к искажению профиля зуба. Минимальные значения скорости скольжения в зоне полюса увеличивают коэффициент трения, что способствует выкрашиванию рабочих поверхностей зубьев.
Форма эвольвентного профиля зубьев зависит от числа зубьев. При бесконечно большом числе зубьев эвольвента превращается в прямую линию. С уменьшением числа зубьев увеличивается кривизна профиля зуба и соответственно уменьшается толщина зубьев у основания и у вершины.
Для уменьшения габаритов зубчатой
передачи применяют колеса с малым числом
зубьев. При уменьшении
![]() при
при нарезании зубьев появляется подрез
ножки зуба режущей кромкой инструмента,
в результате чего прочность зуба на
изгиб резко снижается, уменьшается
длина рабочего участка профиля, понижается
коэффициент торцового перекрытия и
возрастает износ.
при
при нарезании зубьев появляется подрез
ножки зуба режущей кромкой инструмента,
в результате чего прочность зуба на
изгиб резко снижается, уменьшается
длина рабочего участка профиля, понижается
коэффициент торцового перекрытия и
возрастает износ.
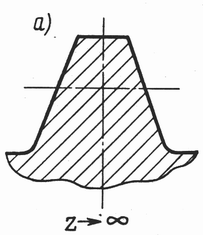
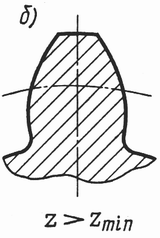
Рисунок 8 – Влияние Z на форму зуба
Для устранения подрезания зубьев
нормального эвольвентного зацепления
применяют специальные способы исправления
их профиля. Чтобы исключить подрезание
зубьев при малом
![]() ,
необходимо инструментальной рейке
сообщить смещение
,
необходимо инструментальной рейке
сообщить смещение
![]() (величина
(величина
![]() -коэффициент
смещения)., при котором вершина ее зуба
выйдет из зацепления с зубом колеса в
точке S и эвольвента
получиться полной, не подрезанной.
-коэффициент
смещения)., при котором вершина ее зуба
выйдет из зацепления с зубом колеса в
точке S и эвольвента
получиться полной, не подрезанной.
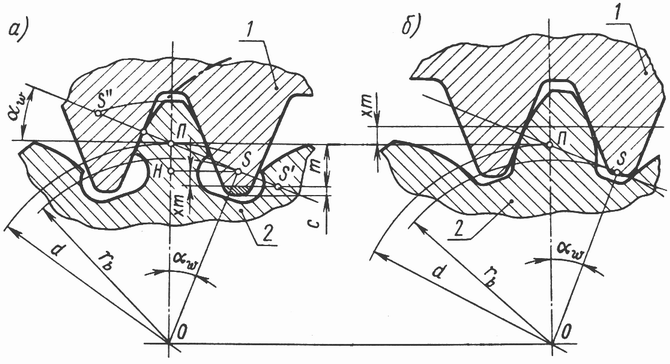
Рисунок 9 – Влияние коррекции на форму зуба
Для уменьшения шума при работе передачи
число зубьев шестерни назначают тем
больше, чем выше окружная скорость
передачи, так как при этом возрастает
коэффициент перекрытия
![]() ,
повышается плавность передачи. Для
редукторов принимают
,
повышается плавность передачи. Для
редукторов принимают
![]() .
.
Корригированием называется улучшение профиля зуба. Корригирование применяют для:
устранения подрезания зубьев шестерни при
 ;
;повышения изгибной прочности зубьев, что достигается увеличением их толщины;
повышения контактной прочности, что достигается увеличением радиуса кривизны в полюсе зацепления;
получения заданного межосевого расстояния передачи.
Корригирование осуществляется смещением
инструментальной рейки при нарезании
зубьев. Положительным называется
смещение рейки от центра зубчатого
колеса, отрицательным – к центру. При
положительном смещении увеличивается
толщина зуба у основания, что повышает
его прочность на изгиб. Диаметр вершин
![]() возрастает, что приводит к увеличению
радиуса кривизны и повышению контактной
прочности. При отрицательном смещении
рейки происходит обратное явление.
возрастает, что приводит к увеличению
радиуса кривизны и повышению контактной
прочности. При отрицательном смещении
рейки происходит обратное явление.
У корригированных колес по делительной окружности толщина зуба и ширина впадины не одинаковы, но в сумме остаются равными шагу .
Высотная коррекция – шестерню изготовляют с положительным смещением, а колесо с отрицательным, но так, чтобы их абсолютные величины были равны
![]() .
.
Она применяется при большом
передаточном числе и малом числе зубьев
шестерни, когда требуется обеспечить
такие формы зубьев шестерни и колеса,
при которых они будут примерно
равнопрочными на изгиб. При высотной
коррекции зубчатой пары диаметры
делительной и начальной окружностей
совпадают, как и в нормальном зацеплении,
следовательно, межосевое расстояние
![]() ,
коэффициент перекрытия
и угол зацепления
остаются неизменными. Общая высота
зубьев также не изменяется по сравнению
с ее нормальным значением. Меняется
лишь соотношение между высотой головки
(увеличивается) и ножки (уменьшается)
зуба. Толщина зуба шестерни увеличивается,
а колеса – уменьшается. Но сумма толщин
по делительной окружности пары зацепленных
зубьев остается постоянной и равной
шагу зацепления.
,
коэффициент перекрытия
и угол зацепления
остаются неизменными. Общая высота
зубьев также не изменяется по сравнению
с ее нормальным значением. Меняется
лишь соотношение между высотой головки
(увеличивается) и ножки (уменьшается)
зуба. Толщина зуба шестерни увеличивается,
а колеса – уменьшается. Но сумма толщин
по делительной окружности пары зацепленных
зубьев остается постоянной и равной
шагу зацепления.
Угловая коррекция является
общим случаем корригирования, при
котором
![]() (неравные коэффициенты смещения), при
этом толщина зубьев по делительным
окружностям и диаметры вершин
увеличиваются как у шестерни, так и у
колеса. Для правильного зацепления
необходимо колеса раздвинуть, увеличив
межосевое расстояние. При увеличении
высота зубьев уменьшается и возрастает
угол зацепления
(неравные коэффициенты смещения), при
этом толщина зубьев по делительным
окружностям и диаметры вершин
увеличиваются как у шестерни, так и у
колеса. Для правильного зацепления
необходимо колеса раздвинуть, увеличив
межосевое расстояние. При увеличении
высота зубьев уменьшается и возрастает
угол зацепления
![]() ,
который не будет равен профильному углу
инструмента
,
который не будет равен профильному углу
инструмента
![]() ,
поэтому такая коррекция называется
угловой.
,
поэтому такая коррекция называется
угловой.
Угловая коррекция, по сравнению с высотной, имеет ряд преимуществ: увеличение контактной прочности и прочности зубьев на изгиб у обоих колес; увеличение износостойкости и сопротивления заеданию; возможность проектирования зубчатой передачи с желаемым межосевым расстоянием.