

41.Смазка подшипников жидким и пластинчатым материалом. Система смазывания, область применения. Контактные, бесконтактные уплотнения.
Для смазки подшипников качения применяют в основном два вида смазочных материалов: жидкие смазочные масла и пластичные смазки. Каждый из этих видов имеет свои преимущества.
При выборе масел для подшипникового узла необходимо учитывать следующие факторы:
- размеры подшипника и скорость его вращения. Чем выше окружная скорость, тем меньше должна быть вязкость жидкой смазки;
- рабочую температуру узла. Для подшипников, работающих при низких температурах (ниже 0°С), следует выбирать масла с точкой застывания на 15 - 20°С ниже рабочей температуры и с минимальной вязкостью. Для подшипников, работающих при 70 - 80°С, масла должны обладать повышенной вязкостью. Для подшипников, работающих при температуре выше 70 - 80°С, следует применять масла с наибольшей вязкостью.
Наиболее распространенные в подшипниковых узлах системы подачи масла: масляная ванна, при помощи фитилей, разбрызгивания, конических насадок, винтовых канавок, дозирующих масленок, распылением (при помощи воздуха).
Масло к подшипникам может подаваться без циркуляции его в узле и с циркуляцией.
Пластичная смазка является, по своей сути, загущенным смазочным маслом. Загуститель создает в смазочном материале структурный волокнистый каркас, в ячейках которого удерживается смазочное масло.
Наиболее широко применяют мыльные смазочные материалы, в которых загустителями служат мыла жирных кислот, а в качестве масла - минеральные масла. Применяются также специальные смазочные материалы, которые готовят на синтетических маслах или на смеси синтетических и минеральных масел с применением в качестве загустителя различных органических и неорганических веществ.
Пластичные смазки целесообразно использовать в узлах, доступ к которым затруднен, а также при высоких и ударных нагрузках и переменном скоростном режиме работы. Способность удержания пластичной смазки позволяет использовать ее как уплотнитель, изолирующий узел от внешней среды.
Уплотнения вала сохраняют смазку подшипников. Контактные манжетные уплотнения и уплотнения подшипников, также хорошо защищают от потери смазки.
Надежность манжетного уплотнения зависит от геометрии поверхности вала и уплотнительного материала конструкции.
Предварительная нагрузка, которую манжетное уплотнение оказывает на вал является важным параметром.
Существует шесть значимых факторов, которые следует учитывать при выборе уплотнения вала.
Уплотнения вала на насосах, компрессорах, турбинах и другом вращающемся оборудовании не только сохраняет смазку подшипников, но и защищает их от внешних загрязнений. Для этих целей подходят и контактные манжетные уплотнения и бесконтактные подшипниковые уплотнения. Наилучшее решение для конкретного приложения во многом зависит от условий эксплуатации, требуемой производительности и стоимости, или цены и производительности на выходе.
Контактные манжетные уплотнения доступны в различных материалах, размерах и конструкциях. Сделанные из эластомеров и имеющие сложную форму по углам и контурам, эти уплотнения играют роль микро гидродинамических клиньев, которые приподнимают кромку и рециркулируют смазку, чтобы сформировать тонкий мениск масла по которому движется уплотнение. Это гидродинамическое воздействие уменьшает трение между валом и манжетным уплотнением. (рисунок 1)

Рисунок 1. Уплотнение должно скользить по тонкому масляному мениску
Существует три основных типа манжетных уплотнений. Универсальные уплотнения широкого применения, в которых используют встроенные пружины, чтобы обеспечить прилегание. Они изготовлены из доступных эластомеров, которые обеспечивают удовлетворительные характеристики при низких скоростях, и имеют возможность размещения при несоосности. Высокопроизводительные манжетные уплотнения, изготовленные из специально разработанных синтетических каучуков включающие влитые пружины, что повышает производительность и срок службы. И специальные манжетные уплотнения, которые имеют изготовленные по заказу конструкции для различных условий использования, например - нахождение под высоким давлением, отсутствие смазки и т.д.
Поскольку технология манжетных уплотнений развивается, то и новые материалы, конструкции и формы испытываются на возможность уменьшения или преодоления силы трения между уплотнением и валом. Поскольку гидродинамическое воздействие не постоянно, кромки могут вступать в контакт с валом, особенно при работе на сухую при запуске. Работа без смазки увеличивает торможение вызываемое трением, и мощность, необходимую для поворота вала.
Прямой контакт является причиной проточки канавок на валу и износа кромок. Восстановление поврежденных валов является дорогостоящим и трудоемким, поэтому многие производители контактных манжетных уплотнений рекомендуют диапазоны по твердости вала и поверхностной обработке.
БЕСКОНТАКТНЫЕ УПЛОТНЕНИЯ
Условия, в которых уплотнение будет подвергаться различным воздействиям, также определяют выбираемый тип. В приложениях, которых происходит работа всухую, могут потребоваться уплотнения подшипников, а не контактные манжетные уплотнения, которые нуждаются в смазке, чтобы предотвратить преждевременный износ. Стандартные уплотнения подшипников могут использоваться в приложениях, где есть смазка масляным туманом или с помощью разбрызгивания, т.е. там, где поверхность смазки находится ниже, чем уплотнение. В отличие от манжетного уплотнения, изолирующие уплотнения - бесконктактные и предназначены для удержания смазки и предотвращения загрязнения. Стандартные лабиринтные уплотнения характеризуются малыми зазорами и сложными дорожками извилистой формы, с резкими изменениями направления, чтобы предотвратить утечки.
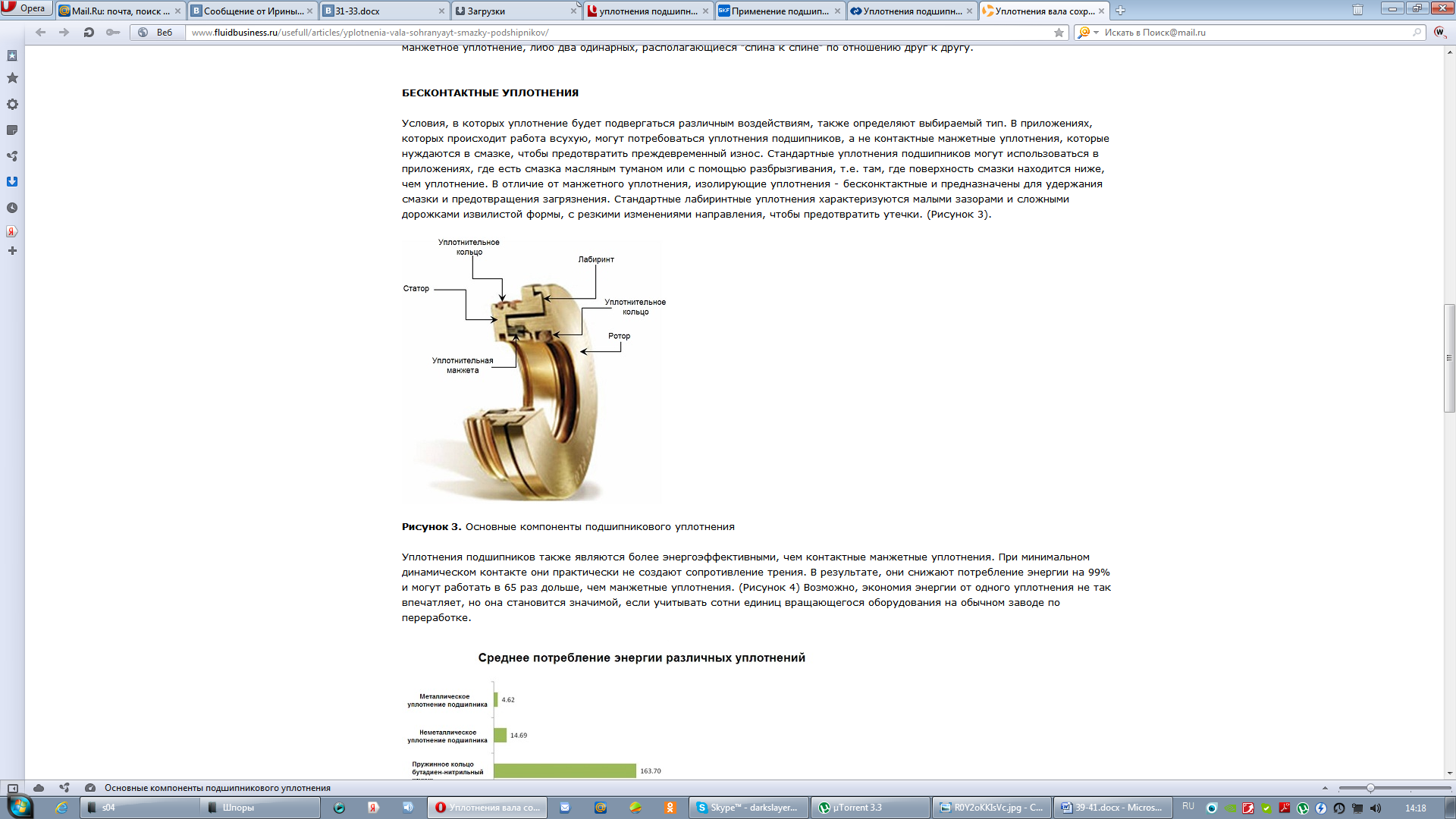
Рисунок 3. Основные компоненты подшипникового уплотнения
Уплотнения подшипников также являются более энергоэффективными, чем контактные манжетные уплотнения. При минимальном динамическом контакте они практически не создают сопротивление трения. В результате, они снижают потребление энергии на 99% и могут работать в 65 раз дольше, чем манжетные уплотнения. (Рисунок 4) Возможно, экономия энергии от одного уплотнения не так впечатляет, но она становится значимой, если учитывать сотни единиц вращающегося оборудования на обычном заводе по переработке.