

39.Опоры качения шпинделей. Подшипники качения для опор шпинделей. Выбор класса точности подшипников качения для шпинделей
Наряду с обычными требованиями, предъявляемыми к подшипникам качения но критериям их работоспособности, к шпиндельным опорам качения предъявляют дополнительные требования по условиям работы шпиндельного узла и всего станка. К числу таких требований относятся высокая точность вращения, повышенные радиальные и осевые жесткости, незначительное выделение тепла и небольшие температурные деформации.
Высокую точность вращения шпиндельного узла достигают прежде всего при высокой точности изготовления подшипников качения. В табл. 12 приведены рекомендуемые классы точности подшипников для шпинделей станков.
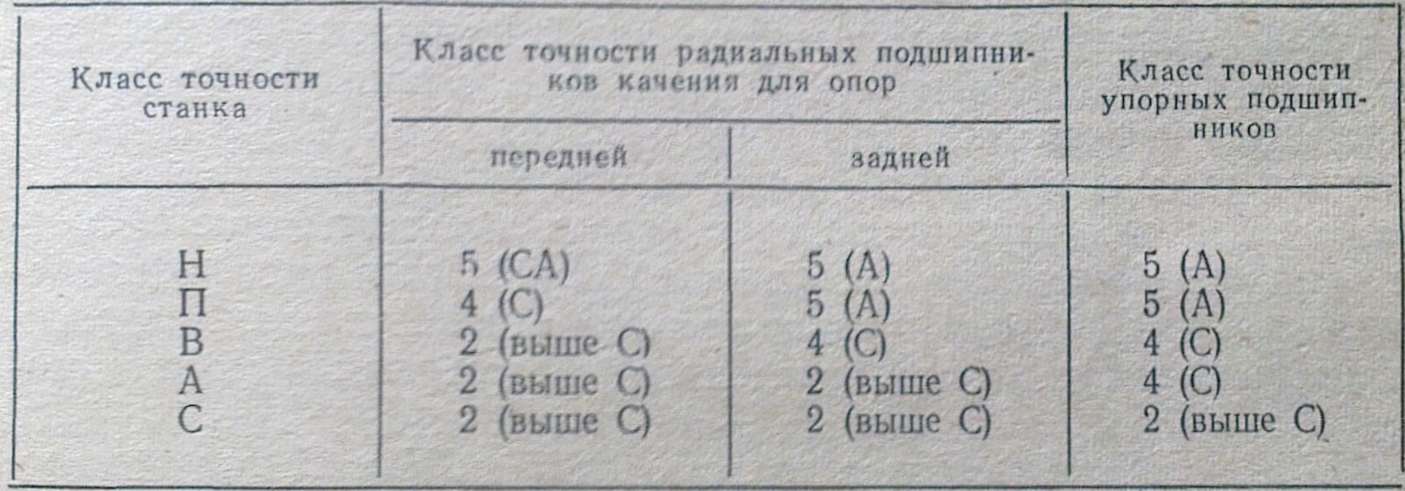
Геометрические погрешности подшипников с точностными требованиями выше класса С должны быть в пределах 1—2 мкм, волнистость беговых дорожек колец 0,1—0,2 мкм, а разноразмерность и некруглость тел качения примерно 0,3 мкм. Биение конца шпинделя, ограниченное требованиями точности обработки, связано с биениями передней и задней опор, если они направлены в разные стороны ,простой геометрической зависимостью

Выбор посадки подшипников качения оказывает большое влияние на точность вращения шпинделя, а также и на другие критерии работоспособности шпиндельного узла. С увеличением натяга ухудшается форма дорожек качения, но наряду с этим в еще большей мере происходит усреднение погрешностей подшипников. Усреднение погрешностей усиливается после устранения зазоров в подшипнике и при увеличении натяга до определенного значения, что и предопределяет целесообразный выбор посадок.
Для шпинделей станков классов точности Н и П наружные и внутренние кольца радиально-упорных шарикоподшипников рекомендуется устанавливать по посадке П1п, а наружные кольца роликоподшипников типа 3182100 по посадке Н1п. В шпинделях прецизионных станков (классов точности В, А и С) желательно гарантировать натяг при посадке до 5 мкм.
Жесткость подшипников качения зависит главным образом от типа подшипника, его диаметра и величины предварительного натяга.На жесткость подшипников оказывают влияние погрешности изготовления. Неперпендикулярность торца кольца подшипника его оси может снизить осевую жесткость в 2—2,5 раза; повышенные зазоры в подшипнике существенно снижают как радиальную, так и осевую жесткость.
40.Предварительный натяг в подшипниках качения. Методы и конструктивные особенности его обеспечения
Предварительный натяг в подшипниках качения, используемых для опор шпинделей, необходим для повышения точности вращения и жесткости. Шариковые радиально-упорные и конические роликовые подшипники при сборке устанавливаются попарно с предварительным натягом.
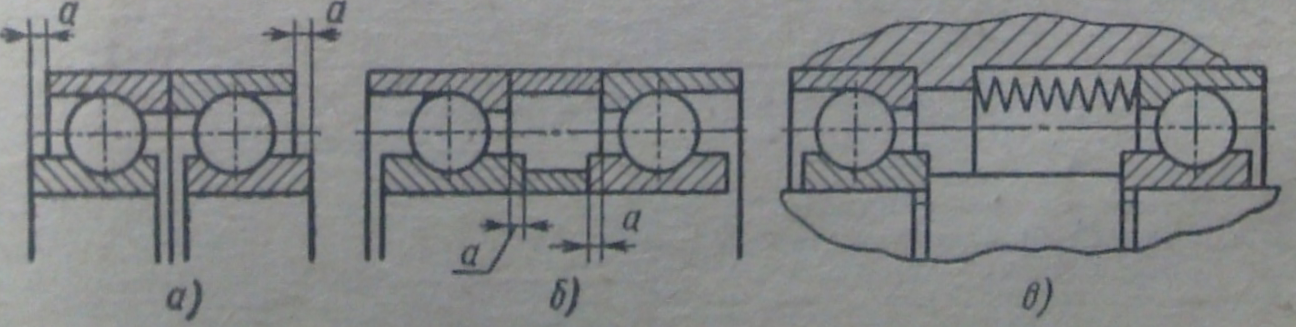
В радиальных шарикоподшипниках предварительный натяг осуществляется посредством осевого смещения наружного кольца относительно внутреннего (рис. 158), для чего используют втулки различной длины между наружными и внутренними кольцами пары подшипников (рис. 158, б), предварительное сошлифовывание торцов колец (рис. 158, а) или пружины, обеспечивающие заданную осевую силу предварительного натяга (рис. 158, в).
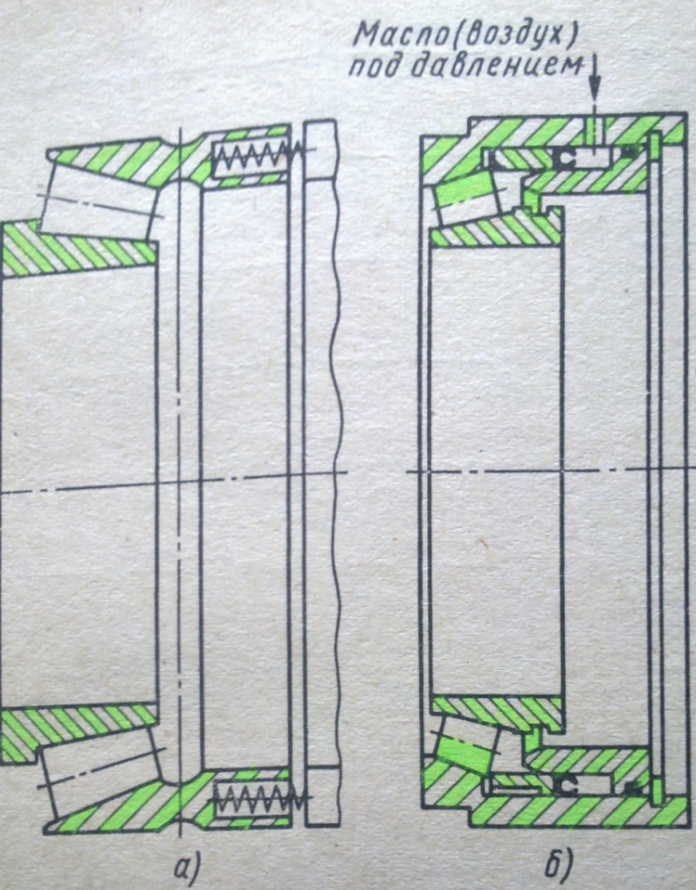
В двухрядных роликовых подшипниках типа 3162100 предварительный натяг в радиальном направлении создается осевым смещением подшипника на конической шейке шпинделя.Для обеспечения оптимальной величины предварительного натяга подшипники при изготовлении иногда снабжают специальными устройствами. В подшипники типа Гаме встраивают пружины (рис.159, а), в подшипниках типа Тимкен предусматривают камеру с маслом, давление в которой можно регулировать для постоянного натяга, не зависящего от изменения внешних условий (рис. 159, б).
Хранить расконсервированные подшипники более двух часов без защиты от коррозии не допускается.
Сопрягаемые с подшипником поверхности валов и корпусов перед монтажом подшипников должны быть тщательно промыты, протерты, просушены и смазаны тонким слоем смазочного материала, канавки для подвода смазочного материала должны быть продуты и очищены.
Во избежание защемления подшипников при монтаже в разъемных корпусах допускается иметь фаски в местах стыка посадочных поверхностей.
При монтаже подшипника силу запрессовки следует прикладывать непосредственно к запрессовываемому кольцу - внутреннему при монтаже на вал и наружному при монтаже в корпус. Запрещается проводить монтаж таким образом, чтобы сила передавалась с одного кольца через тела качения на другое. Не допускается приложение монтажных сил к сепаратору.
При монтаже подшипников открытого типа с цилиндрическим отверстием на вал с натягом подшипник целесообразно предварительно нагреть в масляной ванне. Для этого подшипник погружают в ванну с чистым минеральным маслом, обладающим высокой температурой вспышки, нагретым до 80-90ºС, и выдерживают в течение 10-15мин.
При монтаже подшипников с защитными шайбами и постоянно заложенным смазочным материалом их нагрев до той же температуры проводят в термостате.
Для монтажа крупногабаритных подшипников (с отверстием диаметром более 300мм) целесообразно применение гидравлического распора, обеспечивающего наиболее качественную установку подшипника: отсутствие каких-либо повреждений монтажных поверхностей и высокую производительность. Этот способ целесообразен также для монтажа подшипников с внутренним коническим отверстием диаметром более 120мм.
При установке подшипника в корпус с натягом рекомендуют предварительно охладить подшипник (жидким азотом или сухим льдом) либо нагреть корпус.
Наиболее целесообразны способы монтажа, при которых реализуют одновременное и равномерное давление по всей окружности монтируемого кольца. При таких способах не возникает перекос монтируемого кольца.
Для осуществления подобных способов применяют монтажные стаканы: трубы из мягкого металла, внутренний диаметр которых несколько больше диаметра отверстия кольца, а наружный - немного меньше наружного диаметра кольца. На свободном конце трубы устанавливают заглушку со сферической наружной поверхностью, к которой и прикладывают силу при монтаже. В монтажных стаканах предусматривают отверстие для свободного выхода воздуха из внутренней полости стакана при запрессовке подшипника на вал.