

25. Проектирование цепей обката зубообрабатывающих станков
С помощью цепи обката в любом зубообрабатывающем станке воспроизводится определенное зубчатое зацепление:
− червячное – в станках, работающих червячными режущими инструментами (зубофрезерные, зубошлифовальные и др.);
− зацепление двух зубчатых колес – в зубодолбежных станках, станках для зуботочения и др.;
− зацепление двух конических зубчатых колес – в станках для нарезания конических зубчатых колес;
− реечное – в зубошлифовальных станках, работающих дисковым абразивным инструментом; в зубофрезерных при нарезании червячных колес методом осевого (тангенциального) врезания; рейко-долбежных, долбежно-реечных и др.
Вид воспроизводимого зацепления является одним из основных факторов, определяющих структуру и параметры проектируемой цепи. Рассмотрим данную задачу на примере проектирования цепи обката для воспроизведения червячного зацепления.
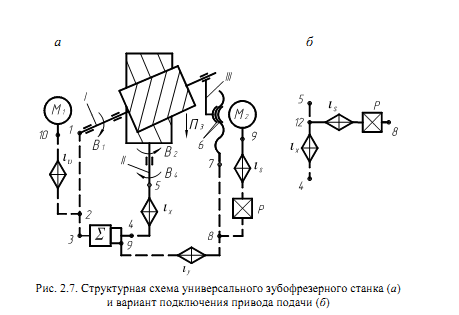
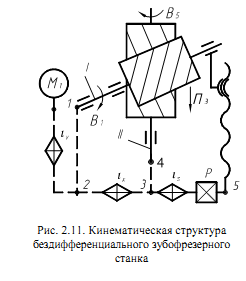
Кинематическая цепь обката данного вида имеет типовую структуру, общую для зубофрезерных и зубошлифовальных станков, работающих червячными режущими инструментами (фрезы, шеверы, абразивные круги). Она включает (см. рис. 2.11) расположенные между инструментальным шпинделем и столом ненастраиваемые и настраиваемые (одну или две гитары сменных зубчатых колес). В станках с дифференциальной структурой цепь обкатки содержит также суммирующий механизм (см. рис. 2.7) для параллельного соединения кинематических групп движений профилирования и подачи.
Уравнение
кинематической цепи обката
рассматриваемого типа имеет вид
 (1)
(1)
где z – число нарезаемых зубьев; k – число заходов инструмента;
iо – передаточное отношение ненастраиваемых передач; iн – передаточное отношение органов настройки.
На
основании (1) формула настройки имеет
вид
 ,
,
где
 постоянная кинематической цепи обката.
постоянная кинематической цепи обката.
При проектировании цепи обката значение С принимается таким, чтобы расчетное значение передаточного отношения органа настройки не превышало его допускаемое значение. Гитара обката зубообрабатывающих станков обычно имеет две пары сменных зубчатых колес, поэтому ее передаточное отношение не должно быть больше 4. У многих моделей универсальных зубофрезерных и зубошлифовальных станков С = 24, так как минимальное число зубьев у обрабатываемых на них зубчатых колес, звездочек и шлицев не меньше 6.
Для обеспечения требуемого диапазона настройки передаточного отношения цепи обката универсальных зубофрезерных станков ее часто снабжают двумя гитарами сменных зубчатых колес, одна из которых содержит две, а вторая – одну пару сменных зубчатых колес. В этом случае
 ,
где
,
где
 a, b, c, d, e, f – числа зубьев сменных
зубчатых колес. Вторая гитара, как
правило, используется при настройке
станка редко, так как служит для
расширения диапазона значений нарезаемых
зубьев с целью обработки колес с большим
числом зубьев (обычно более 100).
a, b, c, d, e, f – числа зубьев сменных
зубчатых колес. Вторая гитара, как
правило, используется при настройке
станка редко, так как служит для
расширения диапазона значений нарезаемых
зубьев с целью обработки колес с большим
числом зубьев (обычно более 100).
Для обеспечения плавности движения вращение стола осуществляется червячной передачей, передаточное отношение которой принимается обычно в диапазоне 1/50 – 1/150, а в высокоточных станках и меньше. Например, в станке модели 543 оно равно 1/360. Для повышения кинематической точности цепи обкатки часто применяется беззазорная цилиндрическая передача для вращения инструментального шпинделя и беззазорная или с регулируемым зазором червячная передача для вращения стола .
В обоснованных случаях в цепь обкатки вводят коррекционное устройство (станок модели 543), позволяющее повысить ее кинематическую точность за счет дополнительного поворота стола от этого устройства. Дополнительный поворот стола, приводимого во вращение червячной передачей, создается перемещением червяка этой передачи вдоль его оси с помощью копира (кулачка) коррекционного устройства. Для уменьшения протяженности и тем самым кинематической погрешности применяются цепи обкатки электромеханического типа. Такая цепь, снабжена, например, двумя электрически связанными синхронными электродвигателями (рис. 4.4), один из которых (М1) обеспечивает вращение инструментального шпинделя I, а другой (М2) – стола II через орган настройки iх со сменными зубчатыми колесами.

Таким образом, внешняя связь кинематической группы Фv(В1В2) совмещена с внутренней связью – цепью обкатки. Такую цепь обкатки имеет, например, зубошлифовальный полуавтомат модели 5В832, у которого орган настойки ix выполнен в виде двух последовательно расположенных гитар сменных зубчатых колес.
В станках с ЧПУ указанный на рис. 4.4 орган настройки ix отсутствует, а согласование вращательных движений инструмента и заготовки обеспечивается системой управления. По этому принципу выполнены цепи обката зубофрезерных, зубодолбежных и других зубообрабатывающих станков с ЧПУ, воспроизводящие движение формообразования Ф(В1В2). При применении встраиваемых двигателей кольцевого типа в этом случае полностью исключаются механические передачи между двигателем и исполнительным органом, так как роторы двигателей, выполненные в форме кольца, устанавливаются непосредственно на шпинделях I и II.
Аналогично с помощью линейных электродвигателей устраняются механические передачи при осуществлении прямолинейного движения исполнительного органа в цепях обката, воспроизводящих реечное зацепление движением формообразования Ф(В1П2), поскольку неподвижная и подвижная части двигателя крепятся соответственно к неподвижному и подвижному звеньям исполнительной пары, например, к станине и столу станка.
В общем случае при проектировании кинематических цепей внутренних связей следует учитывать следующие рекомендации :
– для уменьшения суммарной погрешности количество звеньев, входящих в кинематическую цепь, должно быть минимальным;
– передаточные отношения передач должны уменьшаться в направлении от ведущего звена к исполнительному звену кинематической цепи;
– не следует применять повышающие передачи из-за увеличения суммарной погрешности, а также многозаходные червячные передачи, которые обладают дополнительными погрешностями по сравнению с однозаходными;
– диаметр зубчатых и червячных колес, приводящих во вращение исполнительные органы (шпиндели, столы), должен быть больше диаметра обрабатываемых заготовок или инструментов;
– сменные зубчатые колеса органов настройки желательно брать повозможности большего диаметра, так как они имеют меньшие угловые погрешности;
– не следует применять зубчатые колеса со смещением исходного контура (с коррегированным зацеплением);
– в особо точных станках возможно применение зубчатых колес с углом зацепления, равным 15°.