

21. Кинематика механизмов ускоренных перемещений
В цикле работы станка исполнительные органы совершают рабочие и ускоренные перемещения, что должно обеспечиваться его кинематикой. В практике проектирования станков используются следующие основные варианты решения этой задачи. Применение регулируемого общего двигателя. Рабочие и ускоренные перемещения исполнительного органа 4 (рис. 4.8, а) осуществляются от двигателя М, который должен обладать необходимым диапазоном регулирования. Этому условию удовлетворяют шаговые и высокомоментные электродвигатели, которые широко применяются в приводах подач станков с ЧПУ, а также линейные двигатели.
Диапазон регулирования частоты вращения высокомоментных двигателей достигает 10000 при номинальной частоте вращения 1000 мин-1. При шаге ходового винта, равном 10 мм, такой привод обеспечивает перемещение исполнительного органа станка со скоростью от 1 мм/мин до 10 м/мин, что удовлетворяет требованиям и техническим характеристикам современных станков. В этом случае электродвигатель соединяется с тяговым устройством 3 или через муфту или одиночные передачи 1 – 2 (см.рис. 4.8, а), необходимые для обеспечения требуемой редукции между двигателем и тяговым устройством. Для повышения жесткости в современных конструкциях приводов подачи двигатель часто соединяют не с ходовым винтом, а с гайкой. В этом случае она размещается в роторе электродвигателя, а неподвижный ходовой винт проходит через него.
Линейные двигатели, реализующие концепцию привода прямого действия, получают все более широкое применение в современных станках, измерительных системах, графопостроителях. По сравнению с электромеханическими приводами они обеспечивают более широкий диапазон регулирования скорости исполнительного органа при ее максимальном значении до 150 – 210 м/мин и ускорении до 50 м / с. Благодаря отсутствию в приводе механических передач и тягового устройства исключаются обусловленные ими ограничения по величине перемещения, что в сочетании с высоким быстродействием, статической и динамической жесткостью определяет их широкую область применения. Вместе с тем линейные двигатели имеют более низкий КПД, им присущи значительное тепловыделение и наличие паразитного магнитного поля, что следует учитывать при выборе двигателя. В качестве общего двигателя для рабочих и ускоренных перемещений в станках часто применяются регулируемые гидравлические приводы. Современные насосы с объемным регулированием производительности позволяют изменять в широком диапазоне скорость перемещения исполнительных органов. При необходимости для создания ускоренных перемещений используют дополнительный насос повышенной производительности, который включают параллельно основному насосу, а также применяют дифференциальные гидроцилиндры. Существенное расширение диапазона регулирования скорости гидродвигателя достигается при применении систем питания с подачей масла в обе полости цилиндра. Регулируемые гидравлические приводы широко применяются в гидрокопировальных токарных и фрезерных, сверлильных, агрегатных и других станках, обеспечивая в цикле обработки как рабочие,
так
и ускоренные перемещения исполнительных
органов.
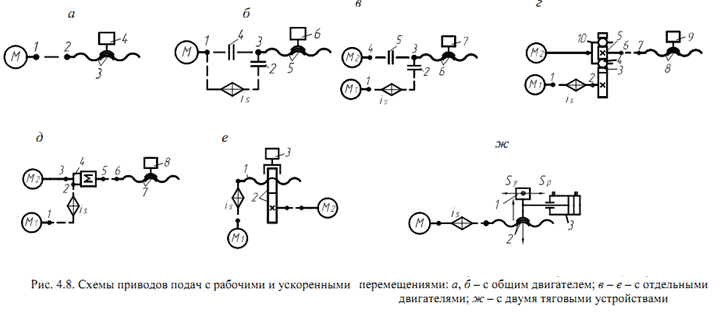
Применение нерегулируемого общего двигателя. В этом случае двигатель М соединяется с тяговым устройством 5 двумя кинематическими цепями (рис. 4.8, б), одна из которых 1 – is – 2 – 3 содержит орган настройки is скорости подачи (коробка подач, гитара сменных зубчатых колес), а другая 1 – 4 – 3 служит для получения ускоренных перемещений органа 6. Подключение тягового устройства к этим цепям осуществляется с помощью муфт 2, 4 и переключающего устройства, исключающего возможность передачи движения одновременно по двум кинематическим цепям. Рассмотренный вариант широко применяется, например, в приводах подач универсальных фрезерных станков. Применение двух двигателей. Один из двигателей служит для сообщения исполнительному органу рабочего, а другой – ускоренного перемещения. Конструкции приводов подачи с двумя двигателями различаются вариантами их подключения к тяговому устройству. В первом случае (рис. 4.8, в) оно осуществляется муфтами 2 и 5, установленными соответственно в цепи М1 – 1 – is – 2 – 3 – 6 рабочих и цепи М2 – 4 – 5 – 3 – 6 ускоренных перемещений органа 7. По сравнению с вариантом по рис. 4.8, б применение двух двигателей позволяет сократить протяженность кинематической цепи ускоренных перемещений, а также обеспечить рациональные условия работы обоих двигателей. Недостатком рассмотренной схемы является наличие переключающего устройства и муфт. Применение обгонных муфт и суммирующих механизмов исключает необходимость в переключающих устройствах в кинематических цепях привода с двумя двигателями. Конструкция привода подачи органа 9 (рис. 4.8, г) основана на применении обгонной муфты двухстороннего действия, которая обеспечивает передачу рабочих и ускоренных движений в двух направлениях. Цепь рабочих подач М1 – 1 – is – 2 подключена к внешней обойме 3 обгонной муфты, от которой вращение через заклиненные ролики 4 передается ее внутренней обойме 5 и далее по цепи 6 – 7 тяговому устройству 8. При включении двигателя М2 вилка 10 освобождает ролики 4 от заклинивания и через них передает вращение обойме 5. Далее ускоренное движение по цепи 6 – 7 – 8 сообщается исполнительному органу 9. В рассмотренной схеме реверсирование рабочих и ускоренных движений исполнительного органа осуществляется двигателями. Если привод подач оснащен механическим реверсивным механизмом, то применяется обгонная муфта одностороннего действия, при этом реверсивный механизм должен находиться между обгонной муфтой и тяговым устройством. Такой вариант привода подачи широко применяется, например, в токарно- винторезных станках для создания ускоренных перемещений продольного и поперечного суппортов. В приводе подач по рис. 4.8, д вместо обгонной муфты установлен суммирующий механизм 4, к ведущему звену 2 которого по кинематической цепи 1 – is – 2 подключен двигатель М1 рабочих подач, а ко второму ведущему звену 3 – двигатель М2 ускоренных перемещений. Ведомое звено суммирующего механизма по цепи 5 – 6 – 7 связано с исполнительным органом 8. В качестве суммирующего механизма в данной схеме используется дифференциал с зубчатыми колесами, который по сравнению с обгонной муфтой позволяет передавать более высокую мощность Данная схема применяется также для получения рабочих и ускоренных движений вращающихся исполнительных органов, например, в приводах круговых подач резьбофрезерных полуавтоматов для вращения шпинделя с заготовкой. Суммирующий механизм может быть выполнен также в виде передачи винт-гайка (рис. 4.8, е). В этом случае один двигатель М1 соединяют с ходовым винтом 1, а другой – с гайкой, которая размещена в ведомом колесе зубчатой передачи 2 и связана с исполнительным органом 3. Ведущая шестерня этой передачи кинематически связана с двигателем М2 ускоренных перемещений. Применение двух тяговых устройств. Рабочие и ускоренные перемещения исполнительного органа могут осуществляться отдельными тяговыми устройствами, снабженными индивидуальными двигателями. Например, рабочее перемещение органа 1 (рис. 4.8, ж) с рабочей скоростью Sp осуществляется посредством передачи винт-гайка 2 от двигателя М, а ускоренное перемещение в обратном направлении со скоростью Sy – от пневмо- или гидропривода 3. Применение привода с двумя тяговыми устройствами должно быть обосновано, так как усложняет конструкцию станка и систему управления. В рассмотренном примере ускоренное перемещение исполнительного органа от устройства 3 позволяет повысить долговечность винтовой передачи 2, а также сократить время и мощность холостых ходов.